Fernlicht aus Edelstahl
Kurze Beschreibung:
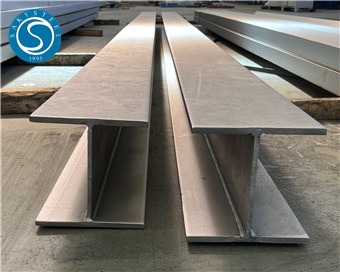
„H-Träger“ bezieht sich auf Strukturkomponenten in Form des Buchstabens „H“, die häufig im Bauwesen und in verschiedenen Strukturanwendungen verwendet werden.
Edelstahl-H-Träger:
Edelstahl-H-Träger sind Strukturbauteile, die sich durch ihren H-förmigen Querschnitt auszeichnen. Diese Kanäle werden aus Edelstahl gefertigt, einer korrosionsbeständigen Legierung, die für ihre Langlebigkeit, Hygiene und Ästhetik bekannt ist. Edelstahl-H-Kanäle finden Anwendung in verschiedenen Branchen, darunter Bauwesen, Architektur und Fertigung, wo sie aufgrund ihrer Korrosionsbeständigkeit und Festigkeit eine bevorzugte Wahl für strukturelle Unterstützung und Konstruktion sind. Diese Komponenten werden häufig beim Bau von Gerüsten, Stützen und anderen Strukturelementen verwendet, bei denen sowohl Festigkeit als auch ein poliertes Erscheinungsbild entscheidend sind.
Spezifikationen des I-Trägers:
| Grad | 302 304 304L 310 316 316L 321 2205 2507 usw. |
| Standard | GB T33814-2017,GBT11263-2017 |
| Oberfläche | Sandstrahlen, Polieren, Kugelstrahlen |
| Technologie | Warmgewalzt, geschweißt |
| Länge | 1 bis 12 Meter |
Flussdiagramm zur I-Träger-Produktion:

Webseite:
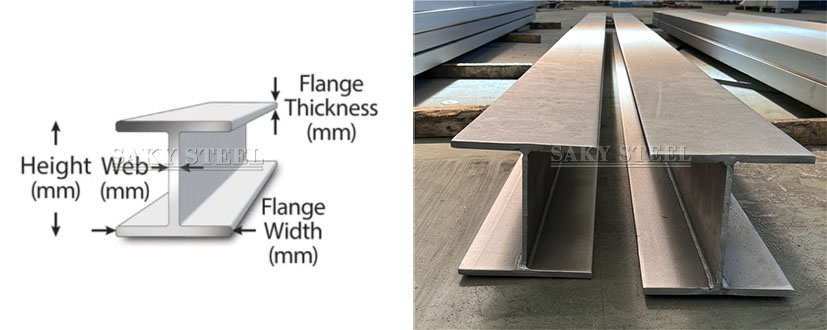
Der Steg dient als zentraler Kern des Trägers und wird üblicherweise nach seiner Dicke klassifiziert. Als strukturelles Bindeglied spielt er eine entscheidende Rolle bei der Wahrung der Integrität des Trägers, indem er die beiden Flansche verbindet und vereint und so den Druck effektiv verteilt und reguliert.
Flansch:
Die Hauptlast tragen der obere und der flache untere Stahlabschnitt. Um eine gleichmäßige Druckverteilung zu gewährleisten, werden die Flansche abgeflacht. Diese beiden Bauteile verlaufen parallel zueinander und weisen bei I-Trägern flügelartige Verlängerungen auf.
Messung der Dicke der H-Träger-Schweißlinie:


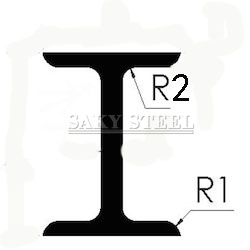
Abschrägungsprozess für I-Träger aus Edelstahl:
Der R-Winkel des I-Trägers ist poliert, um die Oberfläche glatt und gratfrei zu machen, was die Sicherheit des Personals gewährleistet. Wir können den R-Winkel von 1,0, 2,0 und 3,0 verarbeiten. 304 316 316L 2205 Edelstahl-I-Träger. Die R-Winkel der 8 Linien sind alle poliert.

Richten von Flügeln/Flanschen aus Edelstahl-I-Trägern:


Eigenschaften und Vorteile:
•Der H-förmige Querschnitt des I-Trägers aus Stahl bietet eine hervorragende Tragfähigkeit sowohl für vertikale als auch für horizontale Lasten.
•Die strukturelle Konstruktion des I-Trägers aus Stahl verleiht ihm ein hohes Maß an Stabilität und verhindert Verformungen oder Biegungen unter Belastung.
•Aufgrund seiner einzigartigen Form kann I-Trägerstahl flexibel für verschiedene Strukturen verwendet werden, darunter Balken, Säulen, Brücken und mehr.
•I-Träger aus Stahl weisen eine außergewöhnliche Biege- und Druckfestigkeit auf und gewährleisten Stabilität unter komplexen Belastungsbedingungen.
•Dank seiner effizienten Konstruktion und überlegenen Festigkeit bietet I-Trägerstahl oft eine gute Kosteneffizienz.
•I-Trägerstahl wird häufig im Bauwesen, bei Brücken, Industrieanlagen und in zahlreichen anderen Bereichen eingesetzt und stellt seine Vielseitigkeit bei verschiedenen Ingenieur- und Bauprojekten unter Beweis.
•Durch die Konstruktion von I-Trägern aus Stahl lässt sich dieser besser an die Anforderungen nachhaltiger Konstruktion und Gestaltung anpassen und bietet eine praktikable strukturelle Lösung für umweltfreundliche und grüne Baupraktiken.
Chemische Zusammensetzung H-Strahl:
| Grad | C | Mn | P | S | Si | Cr | Ni | Mo | Stickstoff |
| 302 | 0,15 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 8,0-10,0 | - | 0,10 |
| 304 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 18,0-20,0 | 8,0-11,0 | - | - |
| 309 | 0,20 | 2.0 | 0,045 | 0,030 | 1.0 | 22,0-24,0 | 12,0-15,0 | - | - |
| 310 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5 | 24-26,0 | 19,0-22,0 | - | - |
| 314 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5-3,0 | 23,0-26,0 | 19,0-22,0 | - | - |
| 316 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 16,0-18,0 | 10,0-14,0 | 2,0-3,0 | - |
| 321 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 9,0-12,0 | - | - |
Mechanische Eigenschaften von I-Trägern:
| Grad | Zugfestigkeit ksi[MPa] | Yiled Strengtu ksi[MPa] | Dehnung % |
| 302 | 75[515] | 30[205] | 40 |
| 304 | 95[665] | 45[310] | 28 |
| 309 | 75[515] | 30[205] | 40 |
| 310 | 75[515] | 30[205] | 40 |
| 314 | 75[515] | 30[205] | 40 |
| 316 | 95[665] | 45[310] | 28 |
| 321 | 75[515] | 30[205] | 40 |
Warum uns wählen?
•Sie erhalten das perfekte Material entsprechend Ihren Anforderungen zum geringstmöglichen Preis.
•Wir bieten auch Nacharbeiten, FOB, CFR, CIF und Haus-zu-Haus-Lieferpreise an. Wir empfehlen Ihnen, einen günstigen Versandvertrag abzuschließen.
•Die von uns bereitgestellten Materialien sind vollständig überprüfbar, vom Rohmaterialprüfzertifikat bis zur endgültigen Maßangabe. (Berichte werden auf Anfrage angezeigt.)
•Wir garantieren eine Antwort innerhalb von 24 Stunden (normalerweise in derselben Stunde).
•Legen Sie einen SGS-TÜV-Bericht vor.
•Wir engagieren uns voll und ganz für unsere Kunden. Sollten wir Ihre Wünsche nach Prüfung aller Optionen nicht erfüllen können, werden wir Sie nicht durch falsche Versprechungen täuschen. So schaffen wir eine gute Kundenbeziehung.
•Bieten Sie einen One-Stop-Service.
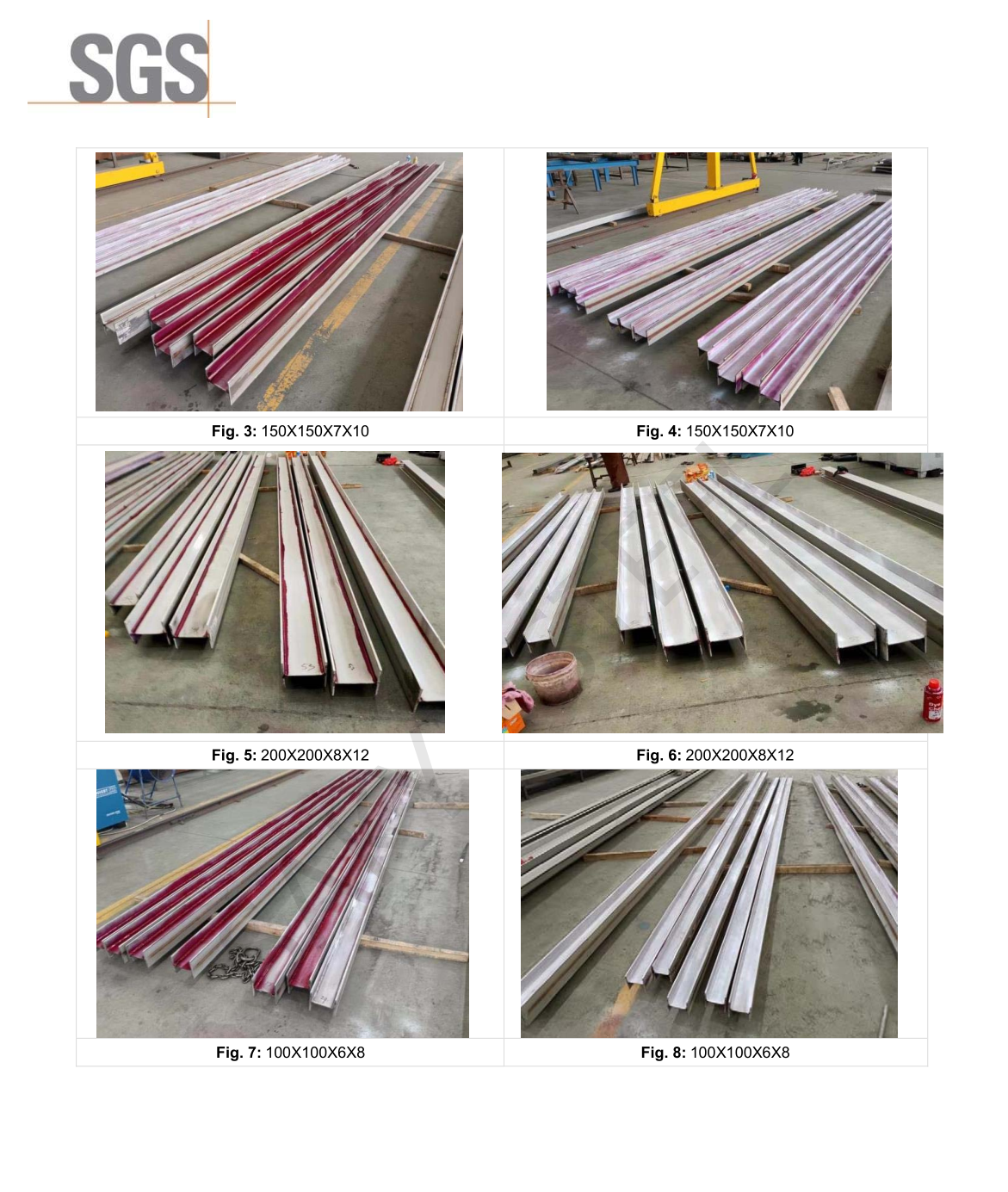
316L Edelstahl geschweißter H-Strahl-Penetrationstest (PT)
Basierend auf JBT 6062-2007 Zerstörungsfreie Prüfung – Eindringprüfung von Schweißnähten für geschweißte H-Träger aus Edelstahl 304L und 316L.

Welche Schweißverfahren gibt es?
Zu den Schweißverfahren gehören Lichtbogenschweißen, Schutzgasschweißen (MIG/MAG-Schweißen), Widerstandsschweißen, Laserschweißen, Plasmaschweißen, Rührreibschweißen, Pressschweißen, Elektronenstrahlschweißen usw. Jedes Verfahren hat einzigartige Anwendungen und Eigenschaften und eignet sich für unterschiedliche Werkstückarten und Produktionsanforderungen. Ein Lichtbogen erzeugt hohe Temperaturen, wodurch das Metall auf der Werkstückoberfläche schmilzt und eine Verbindung entsteht. Gängige Lichtbogenschweißverfahren sind manuelles Lichtbogenschweißen, Argon-Lichtbogenschweißen, Unterpulverschweißen usw. Die durch den Widerstand erzeugte Wärme wird genutzt, um das Metall auf der Werkstückoberfläche zu schmelzen und eine Verbindung herzustellen. Widerstandsschweißen umfasst Punktschweißen, Rollnahtschweißen und Bolzenschweißen.
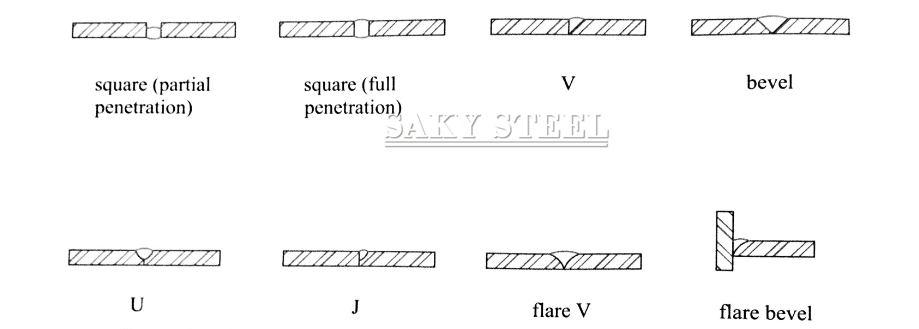
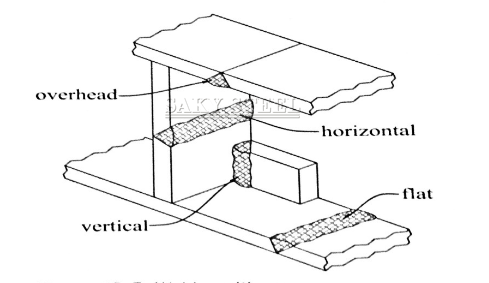
Schweißnähte sollten nach Möglichkeit in der Werkstatt ausgeführt werden, da dort die Schweißqualität in der Regel besser ist, Werkstattschweißnähte nicht der Witterung ausgesetzt sind und der Zugang zur Verbindung weitgehend frei ist. Man unterscheidet Flach-, Horizontal-, Vertikal- und Überkopfschweißnähte. Flachschweißnähte sind am einfachsten auszuführen und werden bevorzugt. Überkopfschweißnähte, die üblicherweise vor Ort ausgeführt werden, sollten nach Möglichkeit ebenfalls vermieden werden, da sie schwieriger, zeitaufwändiger und damit teurer sind.
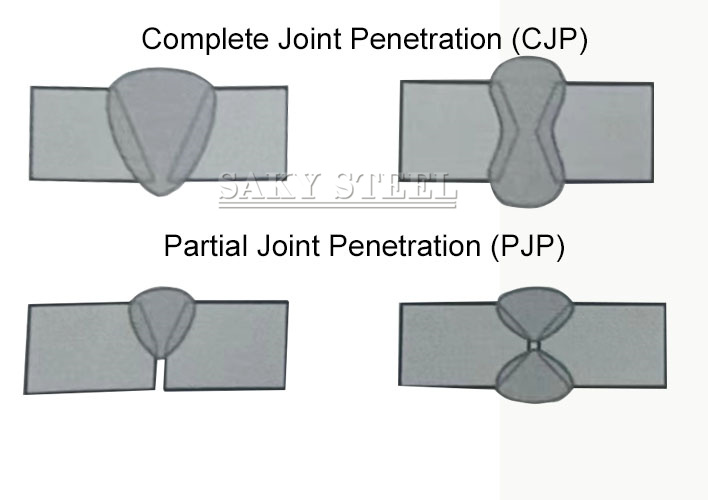
Nutschweißnähte können das verbundene Bauteil über einen Teil der Bauteildicke oder über die gesamte Dicke durchdringen. Diese Schweißnähte werden als partielle Fugendurchdringung (PJP) bzw. vollständige Fugendurchdringung (CJP) bezeichnet. Vollständige Durchdringungsschweißnähte (auch Volldurchdringungsschweißnähte oder „Full Pen“-Schweißnähte genannt) verschweißen die Enden der verbundenen Bauteile über die gesamte Tiefe. Teildurchdringungsschweißnähte sind kostengünstiger und werden verwendet, wenn die aufgebrachten Lasten so hoch sind, dass eine vollständige Durchdringung nicht erforderlich ist. Sie können auch verwendet werden, wenn der Zugang zur Nut auf eine Seite der Verbindung beschränkt ist.
Hinweis: Index STAHLKONSTRUKTION
Welche Vorteile bietet das Unterpulverschweißen?
Unterpulverschweißen eignet sich für Automatisierungs- und Massenproduktionsumgebungen. Es kann eine große Menge an Schweißarbeiten in relativ kurzer Zeit erledigen und die Produktionseffizienz verbessern. Unterpulverschweißen eignet sich für Automatisierungs- und Massenproduktionsumgebungen. Es kann eine große Menge an Schweißarbeiten in relativ kurzer Zeit erledigen und die Produktionseffizienz verbessern. Unterpulverschweißen wird typischerweise zum Schweißen dickerer Bleche verwendet, da es aufgrund seiner hohen Stromstärke und hohen Durchdringung in diesen Anwendungen effektiver ist. Da die Schweißnaht mit Flussmittel bedeckt ist, kann das Eindringen von Sauerstoff in den Schweißbereich wirksam verhindert werden, wodurch die Möglichkeit von Oxidation und Spritzern verringert wird. Im Vergleich zu einigen manuellen Schweißmethoden kann Unterpulverschweißen oft leichter automatisiert werden, was die hohen Anforderungen an die Fähigkeiten der Arbeiter reduziert. Beim Unterpulverschweißen können mehrere Schweißdrähte und Lichtbögen gleichzeitig verwendet werden, um ein Mehrkanal- (Mehrlagen-)Schweißen zu erreichen und die Effizienz zu verbessern.
Welche Anwendungen gibt es für H-Träger aus Edelstahl?
Edelstahl-H-Träger werden aufgrund ihrer Korrosionsbeständigkeit und Langlebigkeit häufig im Bauwesen, im Schiffsbau, in der Industrieausrüstung, im Automobilbau, in Energieprojekten und anderen Bereichen eingesetzt. Sie bieten strukturelle Unterstützung bei Bauprojekten und spielen eine entscheidende Rolle in Umgebungen, die Korrosionsbeständigkeit erfordern, wie z. B. im maritimen oder industriellen Bereich. Darüber hinaus eignen sie sich aufgrund ihres modernen und ästhetischen Erscheinungsbilds für Anwendungen in Architektur und Innenarchitektur.
Wie gerade ist ein Edelstahl-HI-Träger?
Die Geradheit eines Edelstahl-H-Trägers ist wie bei jedem Strukturbauteil ein wichtiger Faktor für seine Leistung und Installation. Hersteller produzieren Edelstahl-H-Träger in der Regel mit einer gewissen Geradheit, um Industriestandards und -spezifikationen zu erfüllen.
Der anerkannte Industriestandard für die Geradheit von Baustahl, einschließlich Edelstahl-H-Trägern, wird häufig anhand der zulässigen Abweichungen von einer geraden Linie über eine bestimmte Länge definiert. Diese Abweichung wird typischerweise in Millimetern oder Zoll der Durchbiegung oder seitlichen Verschiebung angegeben.

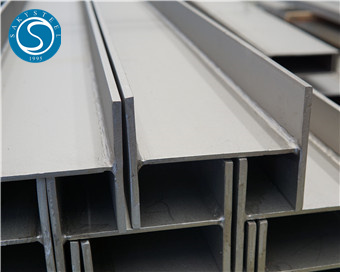
Einführung in die Form des H-Trägers?
Die Querschnittsform von I-Trägern aus Stahl, im Chinesischen allgemein als „工字钢“ (gōngzìgāng) bekannt, ähnelt im geöffneten Zustand dem Buchstaben „H“. Genauer gesagt besteht der Querschnitt typischerweise aus zwei horizontalen Stäben (Flanschen) oben und unten und einem vertikalen Mittelstab (Steg). Diese „H“-Form verleiht I-Trägern aus Stahl überlegene Festigkeit und Stabilität und macht sie zu einem häufig verwendeten Konstruktionsmaterial in Bauwesen und Ingenieurwesen. Die konzipierte Form von I-Trägern aus Stahl ermöglicht es, dass sie für verschiedene tragende und stützende Anwendungen geeignet sind, wie etwa für Balken, Säulen und Brückenkonstruktionen. Diese strukturelle Konfiguration ermöglicht es I-Trägern aus Stahl, Lasten bei Kräften effektiv zu verteilen und so eine robuste Unterstützung zu bieten. Aufgrund seiner einzigartigen Form und strukturellen Eigenschaften findet I-Träger aus Stahl breite Verwendung in den Bereichen Bauwesen und Ingenieurwesen.
Wie werden Größe und Ausdruck eines I-Trägers ausgedrückt?
Ⅰ.Querschnittsdarstellung und Markierungssymbole von geschweißtem H-förmigem Stahl aus Edelstahl 316L:
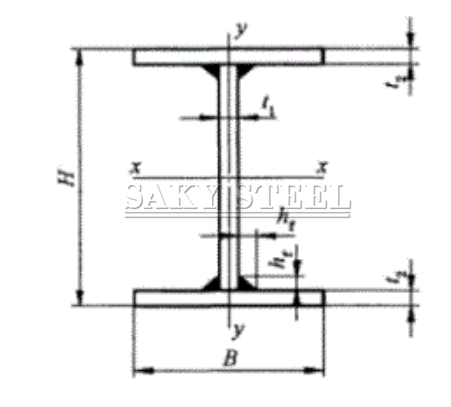
H--Höhe
B--Breite
t1——Bahndicke
t2——Flanschplattendicke
h£——Schweißgröße (bei einer Kombination aus Stumpf- und Kehlnähten sollte es die verstärkte Schweißschenkelgröße hk sein)
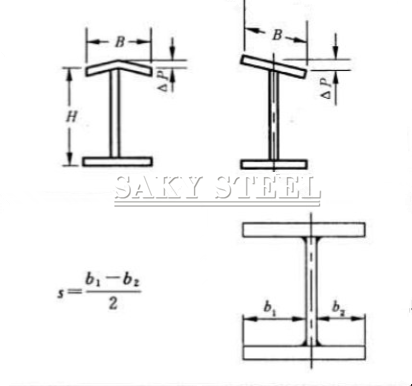
Ⅱ. Abmessungen, Formen und zulässige Abweichungen von geschweißtem H-förmigem Duplexstahl 2205:
| H-Träger | Toleranz |
| Stärke (H) | Höhe 300 oder weniger: 2,0 mm. Mehr als 300: 3,0 mm |
| Breite (B) | 士2,0 mm |
| Rechtwinkligkeit (T) | 1,2 % oder weniger der Breite (B). Beachten Sie, dass die Mindesttoleranz 2,0 mm beträgt. |
| Versatz der Mitte (C) | 士2,0 mm |
| Biegen | 0,2096 oder weniger Länge |
| Beinlänge (S) | [Stegplattendicke (t1) x0,7] oder mehr |
| Länge | 3~12 m |
| Längentoleranz | +40mm, 一0mm |
Ⅲ. Abmessungen, Formen und zulässige Abweichungen von geschweißtem H-förmigem Stahl
| H-Träger | Abweichung | Illustration | |
| H | H<500 | 士2.0 | 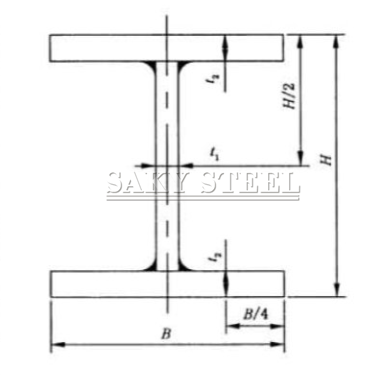 |
| 500≤H<1000 | 土3.0 | ||
| H≥1000 | 士4.0 | ||
| B | B<100 | 士2.0 | |
| 100 | 士2.5 | ||
| B≥200 | 土3.0 | ||
| t1 | t1<5 | 士0,5 | |
| 5≤t1<16 | 士0,7 | ||
| 16≤t1<25 | 士1.0 | ||
| 25≤t1<40 | 士1,5 | ||
| t1≥40 | 士2.0 | ||
| t2 | t2<5 | 士0,7 | |
| 5≤t2<16 | 士1.0 | ||
| 16≤t2<25 | 士1,5 | ||
| 25≤t2<40 | 士1.7 | ||
| t2≥40 | 土2.0 | ||
Ⅳ. Querschnittsabmessungen, Querschnittsfläche, theoretisches Gewicht und Querschnittskennwerte von geschweißtem H-förmigem Stahl
| Edelstahlträger | Größe | Querschnittsfläche (cm²) | Gewicht (kg/m) | Charakteristische Parameter | Schweißnahtgröße h(mm) | ||||||||
| H | B | t1 | t2 | xx | jj | ||||||||
| mm | I | W | i | I | W | i | |||||||
| WH100X50 | 100 | 50 | 3.2 | 4.5 | 7.41 | 5.2 | 123 | 25 | 4.07 | 9 | 4 | 1.13 | 3 |
| 100 | 50 | 4 | 5 | 8,60 | 6,75 | 137 | 27 | 3,99 | 10 | 4 | 1.10 | 4 | |
| WH100X100 | 100 | 100 | 4 | 6 | 15,52 | 12.18 | 288 | 58 | 4.31 | 100 | 20 | 2,54 | 4 |
| 100 | 100 | 6 | 8 | 21.04 | 16,52 | 369 | 74 | 4.19 | 133 | 27 | 2,52 | 5 | |
| WH100X75 | 100 | 75 | 4 | 6 | 12,52 | 9,83 | 222 | 44 | 4.21 | 42 | 11 | 1,84 | 4 |
| WH125X75 | 125 | 75 | 4 | 6 | 13,52 | 10,61 | 367 | 59 | 5.21 | 42 | 11 | 1,77 | 4 |
| WH125X125 | 125 | 75 | 4 | 6 | 19,52 | 15.32 | 580 | 93 | 5.45 | 195 | 31 | 3.16 | 4 |
| WH150X75 | 150 | 125 | 3.2 | 4.5 | 11.26 | 8,84 | 432 | 58 | 6.19 | 32 | 8 | 1,68 | 3 |
| 150 | 75 | 4 | 6 | 14,52 | 11.4 | 554 | 74 | 6.18 | 42 | 11 | 1,71 | 4 | |
| 150 | 75 | 5 | 8 | 18,70 | 14,68 | 706 | 94 | 6.14 | 56 | 15 | 1,74 | 5 | |
| WH150X100 | 150 | 100 | 3.2 | 4.5 | 13.51 | 10,61 | 551 | 73 | 6,39 | 75 | 15 | 2,36 | 3 |
| 150 | 100 | 4 | 6 | 17,52 | 13,75 | 710 | 95 | 6.37 | 100 | 20 | 2,39 | 4 | |
| 150 | 100 | 5 | 8 | 22,70 | 17,82 | 908 | 121 | 6.32 | 133 | 27 | 2.42 | 5 | |
| WH150X150 | 150 | 150 | 4 | 6 | 23,52 | 18.46 | 1 021 | 136 | 6,59 | 338 | 45 | 3,79 | 4 |
| 150 | 150 | 5 | 8 | 30,70 | 24.10 | 1 311 | 175 | 6,54 | 450 | 60 | 3,83 | 5 | |
| 150 | 150 | 6 | 8 | 32.04 | 25,15 | 1 331 | 178 | 6.45 | 450 | 60 | 3,75 | 5 | |
| WH200X100 | 200 | 100 | 3.2 | 4.5 | 15.11 | 11,86 | 1 046 | 105 | 8.32 | 75 | 15 | 2.23 | 3 |
| 200 | 100 | 4 | 6 | 19,52 | 15.32 | 1 351 | 135 | 8.32 | 100 | 20 | 2.26 | 4 | |
| 200 | 100 | 5 | 8 | 25.20 | 19,78 | 1 735 | 173 | 8.30 | 134 | 27 | 2.30 | 5 | |
| WH200X150 | 200 | 150 | 4 | 6 | 25,52 | 20.03 | 1 916 | 192 | 8,66 | 338 | 45 | 3,64 | 4 |
| 200 | 150 | 5 | 8 | 33,20 | 26.06 | 2 473 | 247 | 8,63 | 450 | 60 | 3,68 | 5 | |
| WH200X200 | 200 | 200 | 5 | 8 | 41,20 | 32,34 | 3 210 | 321 | 8,83 | 1067 | 107 | 5.09 | 5 |
| 200 | 200 | 6 | 10 | 50,80 | 39,88 | 3 905 | 390 | 8,77 | 1 334 | 133 | 5,12 | 5 | |
| WH250X125 | 250 | 125 | 4 | 6 | 24,52 | 19.25 | 2 682 | 215 | 10.46 | 195 | 31 | 2,82 | 4 |
| 250 | 125 | 5 | 8 | 31,70 | 24,88 | 3 463 | 277 | 10.45 | 261 | 42 | 2,87 | 5 | |
| 250 | 125 | 6 | 10 | 38,80 | 30,46 | 4210 | 337 | 10.42 | 326 | 52 | 2,90 | 5 | |
Unsere Kunden





Feedbacks unserer Kunden
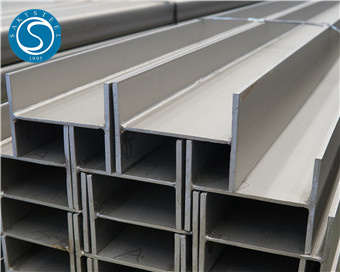
Edelstahl-H-Träger sind vielseitige Strukturkomponenten aus hochwertigem Edelstahl. Diese Kanäle zeichnen sich durch ihre markante H-Form aus und verleihen verschiedenen Bau- und Architekturanwendungen erhöhte Festigkeit und Stabilität. Die glatte und polierte Oberfläche des Edelstahls verleiht ihnen einen Hauch von Raffinesse und macht diese H-Träger sowohl für funktionale als auch optisch ansprechende Designelemente geeignet. Das H-förmige Design maximiert die Tragfähigkeit und macht diese Kanäle ideal für die Aufnahme schwerer Lasten im Bau- und Industriebereich. Edelstahl-H-Träger finden Anwendung in verschiedenen Branchen, darunter Bauwesen, Architektur und Fertigung, wo eine robuste strukturelle Unterstützung unerlässlich ist.
Verpackung von I-Trägern aus Edelstahl:
1. Die Verpackung ist besonders bei internationalen Sendungen, bei denen die Sendung verschiedene Kanäle durchläuft, um ihr endgültiges Ziel zu erreichen, von großer Bedeutung. Daher legen wir besonderen Wert auf die Verpackung.
2. Saky Steel verpackt seine Waren je nach Produkt auf vielfältige Weise. Wir verpacken unsere Produkte auf verschiedene Arten, wie zum Beispiel: