Ⅰ.Что такое неразрушающий контроль?
В общем, неразрушающий контроль использует характеристики звука, света, электричества и магнетизма для обнаружения местоположения, размера, количества, характера и другой связанной информации о поверхностных или внутренних дефектах на поверхности материала без повреждения самого материала. Целью неразрушающего контроля является определение технического состояния материалов, включая их пригодность или остаточный срок службы, без влияния на будущие эксплуатационные характеристики материалов. К распространенным методам неразрушающего контроля относятся ультразвуковой контроль, электромагнитный контроль и магнитопорошковый контроль, среди которых ультразвуковой контроль является одним из наиболее часто используемых методов.
Ⅱ.Пять распространенных методов неразрушающего контроля:
1.Определение ультразвукового теста
Ультразвуковой контроль — это метод, использующий характеристики распространения и отражения ультразвуковых волн в материалах для обнаружения внутренних дефектов или посторонних предметов. Он позволяет обнаруживать различные дефекты, такие как трещины, поры, включения, неплотности и т. д. Ультразвуковая дефектоскопия подходит для различных материалов, а также позволяет определять толщину материалов, таких как металлы, неметаллы, композитные материалы и т. д. Это один из наиболее распространённых методов неразрушающего контроля.
Почему толстые стальные листы, толстостенные трубы и круглые прутки большого диаметра больше подходят для ультразвукового контроля?
① При большой толщине материала соответственно увеличивается вероятность появления внутренних дефектов, таких как поры и трещины.
②Поковки изготавливаются методом ковки, который может привести к появлению дефектов, таких как поры, включения и трещины в материале.
③Толстостенные трубы и круглые прутки большого диаметра обычно используются в сложных инженерных конструкциях или в условиях высоких нагрузок. Ультразвуковой контроль позволяет глубоко проникать в материал и обнаруживать возможные внутренние дефекты, такие как трещины, включения и т. д., что имеет решающее значение для обеспечения целостности и безопасности конструкции.
2.Определение метода капиллярного испытания
Применимые сценарии для испытаний UT и PT
Ультразвуковой контроль подходит для обнаружения внутренних дефектов материалов, таких как поры, включения, трещины и т. д. Ультразвуковой контроль может проникать в толщу материала и обнаруживать дефекты внутри него путем излучения ультразвуковых волн и приема отраженных сигналов.
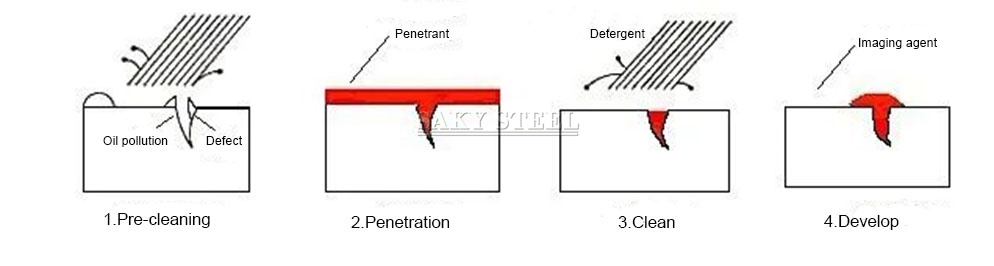
Испытание методом PT подходит для обнаружения поверхностных дефектов на поверхности материалов, таких как поры, включения, трещины и т. д. Испытание методом PT основано на проникновении жидкости в поверхностные трещины или дефекты и использует цветной проявитель для отображения местоположения и формы дефектов.
UT и PT испытания имеют свои преимущества и недостатки в практическом применении. Выберите подходящий метод испытаний в соответствии с различными требованиями и характеристиками материала, чтобы получить наилучшие результаты.
3.Вихретоковый контроль
(1)Введение в тест ET
В методе ET Test используется принцип электромагнитной индукции: испытательная катушка с переменным током подводится к проводнику и генерирует вихревые токи. На основании изменений вихревых токов можно судить о свойствах и состоянии изделия.
(2)Преимущества теста ET
Для ET-теста не требуется контакт с деталью или средой, скорость обнаружения очень высокая, и с его помощью можно тестировать неметаллические материалы, способные индуцировать вихревые токи, например, графит.
(3)Ограничения теста ET
Он позволяет обнаруживать только поверхностные дефекты проводящих материалов. При использовании проходной катушки для ЭТ невозможно определить точное местоположение дефекта на окружности.
(4)Затраты и выгоды
ET Test имеет простое оборудование и относительно прост в эксплуатации. Он не требует сложного обучения и позволяет быстро проводить тестирование в режиме реального времени на месте.
Основной принцип PT-теста: после нанесения на поверхность детали флуоресцентного или цветного красителя пенетрант может проникнуть в поверхностный дефект под действием капиллярных сил; после удаления избытка пенетранта с поверхности детали на поверхность можно нанести проявитель. Аналогично, под действием капиллярных сил проявитель притянет пенетрант, оставшийся в дефекте, и пенетрант снова впитается в проявитель. Под действием определённого источника света (ультрафиолетового или белого света) будут видны следы пенетранта на дефекте (жёлто-зелёная флуоресценция или ярко-красная), что позволяет определить морфологию и распределение дефектов.
4. Магнитопорошковый контроль
Магнитопорошковая дефектоскопия — широко используемый метод неразрушающего контроля для обнаружения поверхностных и приповерхностных дефектов в проводящих материалах, в частности, трещин. Он основан на уникальной реакции магнитных частиц на магнитные поля, что позволяет эффективно обнаруживать подповерхностные дефекты.
5. РЕНТГЕНОГРАФИЧЕСКИЙ КОНТРОЛЬ
(1)Введение в тест RT
Рентгеновские лучи — это электромагнитные волны с чрезвычайно высокой частотой, чрезвычайно короткой длиной волны и высокой энергией. Они способны проникать сквозь объекты, недоступные для видимого света, и вступать в сложные реакции с материалами в процессе проникновения.
(2)Преимущества RT-теста
Испытание RT может использоваться для обнаружения внутренних дефектов материалов, таких как поры, включения, трещины и т. д., а также для оценки структурной целостности и внутреннего качества материалов.
(3)Принцип проведения RT-теста
Радиочастотный контроль выявляет дефекты внутри материала, испуская рентгеновские лучи и принимая отражённые сигналы. Для более толстых материалов эффективным методом является ультразвуковой контроль.
(4)Ограничения теста RT
RT-тест имеет определённые ограничения. Из-за особенностей длины волны и энергии рентгеновские лучи не могут проникать через некоторые материалы, такие как свинец, железо, нержавеющая сталь и т. д.
Время публикации: 12 апреля 2024 г.