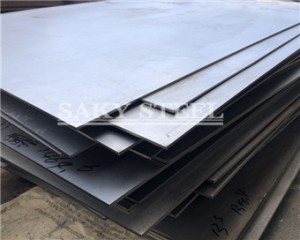
Fascicul înalt din oțel inoxidabil
Scurtă descriere:
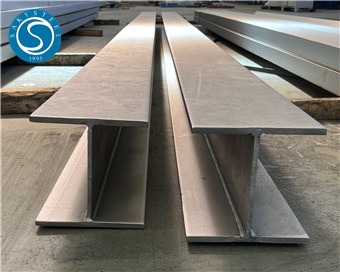
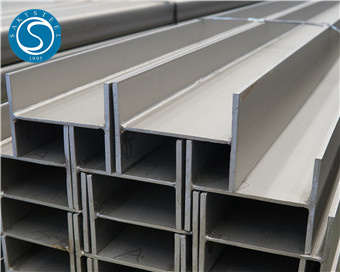
„Grinda H” se referă la componente structurale în formă de litera „H”, utilizate în mod obișnuit în construcții și în diverse aplicații structurale.
Grindă H din oțel inoxidabil:
Grinzile H din oțel inoxidabil sunt componente structurale caracterizate prin secțiunea transversală în formă de H. Aceste profile sunt fabricate din oțel inoxidabil, un aliaj rezistent la coroziune, cunoscut pentru durabilitatea, igiena și aspectul estetic. Profilele H din oțel inoxidabil își găsesc aplicații în diverse industrii, inclusiv construcții, arhitectură și producție, unde rezistența la coroziune și rezistența lor le fac o alegere preferată pentru susținerea și proiectarea structurală. Aceste componente sunt adesea utilizate în construcția de cadre, suporturi și alte elemente structurale unde atât rezistența, cât și aspectul lustruit sunt esențiale.
Specificații ale grinzii I:
| Grad | 302 304 304L 310 316 316L 321 2205 2507 etc. |
| Standard | GB T33814-2017, GBT11263-2017 |
| Suprafaţă | Sablare, lustruire, sablare cu alice |
| Tehnologie | Laminat la cald, sudat |
| Lungime | 1 până la 12 metri |
Diagramă de flux a producției de grinzi I:

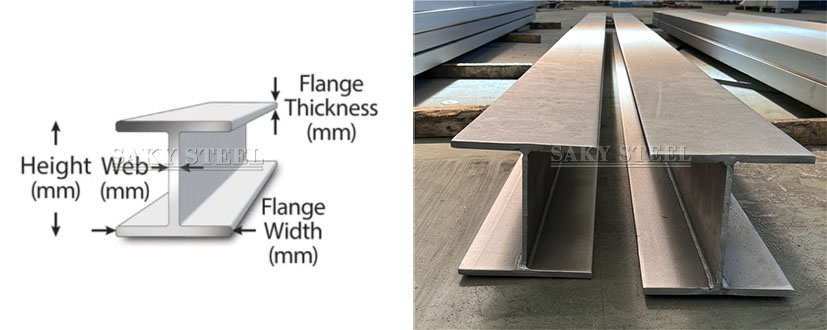
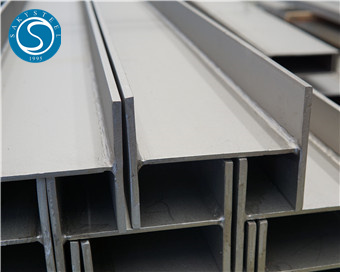
Web:
Inima servește drept miez central al grinzii, de obicei clasificată în funcție de grosimea sa. Funcționând ca o legătură structurală, joacă un rol crucial în păstrarea integrității grinzii prin conectarea și unirea celor două flanșe, distribuind și gestionând eficient presiunea.
Flanşă:
Secțiunile superioară și inferioară plată ale oțelului suportă sarcina principală. Pentru a asigura o distribuție uniformă a presiunii, aplatizăm flanșele. Aceste două componente sunt paralele una cu cealaltă și, în contextul grinzilor în formă de I, prezintă extensii în formă de aripă.
Măsurarea grosimii liniei sudate cu grindă H:


Procesul de teşire a grinzii I din oțel inoxidabil:
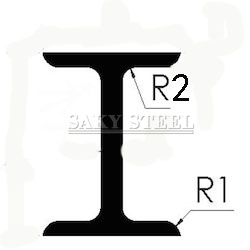
Unghiul R al grinzii în I este lustruit pentru a face suprafața netedă și fără bavuri, ceea ce este convenabil pentru protejarea siguranței personalului. Putem procesa unghiuri R de 1.0, 2.0, 3.0. Grinzi IH din oțel inoxidabil 304 316 316L 2205. Unghiurile R ale celor 8 linii sunt toate lustruite.

Îndreptare aripă/flanșă grindă I din oțel inoxidabil:


Caracteristici și beneficii:
•Designul secțiunii transversale în formă de "H" a oțelului tip I oferă o capacitate portantă remarcabilă atât pentru încărcări verticale, cât și orizontale.
•Designul structural al oțelului în formă de I conferă un nivel ridicat de stabilitate, prevenind deformarea sau îndoirea sub tensiune.
•Datorită formei sale unice, oțelul tip I poate fi aplicat flexibil la diverse structuri, inclusiv grinzi, coloane, poduri și multe altele.
•Oțelul sub formă de I are performanțe excepționale la încovoiere și compresie, asigurând stabilitate în condiții complexe de încărcare.
•Datorită designului său eficient și rezistenței superioare, oțelul tip I oferă adesea o bună rentabilitate.
•Oțelul tip I este utilizat pe scară largă în construcții, poduri, echipamente industriale și diverse alte domenii, demonstrându-și versatilitatea în diferite proiecte inginerești și structurale.
•Designul oțelului cu grindă I îi permite să se adapteze mai bine cerințelor construcțiilor și designului durabil, oferind o soluție structurală viabilă pentru practici de construcție ecologice și prietenoase cu mediul.
Compoziție chimică a fasciculului H:
| Grad | C | Mn | P | S | Si | Cr | Ni | Mo | Azot |
| 302 | 0,15 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 8,0-10,0 | - | 0,10 |
| 304 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 18,0-20,0 | 8.0-11.0 | - | - |
| 309 | 0,20 | 2.0 | 0,045 | 0,030 | 1.0 | 22,0-24,0 | 12,0-15,0 | - | - |
| 310 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5 | 24-26,0 | 19,0-22,0 | - | - |
| 314 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5-3,0 | 23,0-26,0 | 19,0-22,0 | - | - |
| 316 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 16,0-18,0 | 10,0-14,0 | 2.0-3.0 | - |
| 321 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 9,0-12,0 | - | - |
Proprietățile mecanice ale grinzilor în I:
| Grad | Rezistență la tracțiune ksi [MPa] | Forța Yiled ksi[MPa] | Alungire % |
| 302 | 75[515] | 30[205] | 40 |
| 304 | 95[665] | 45[310] | 28 |
| 309 | 75[515] | 30[205] | 40 |
| 310 | 75[515] | 30[205] | 40 |
| 314 | 75[515] | 30[205] | 40 |
| 316 | 95[665] | 45[310] | 28 |
| 321 | 75[515] | 30[205] | 40 |
De ce să ne alegeți pe noi?
•Puteți obține materialul perfect conform cerințelor dumneavoastră la cel mai mic preț posibil.
•De asemenea, oferim prețuri de livrare la domiciliu (reworks), FOB, CFR, CIF și livrare door-to-door. Vă sugerăm să negociați un preț redus pentru transport, care va fi destul de economic.
•Materialele pe care le furnizăm sunt complet verificabile, de la certificatul de testare a materiei prime până la declarația dimensională finală. (Rapoartele vor apărea la cerere)
•Garantăm un răspuns în termen de 24 de ore (de obicei, în aceeași oră)
•Furnizați raportul SGS TUV.
•Suntem pe deplin dedicați clienților noștri. Dacă nu va fi posibil să îndeplinim cerințele dumneavoastră după examinarea tuturor opțiunilor, nu vă vom induce în eroare prin promisiuni false, ceea ce va crea relații bune cu clienții.
•Oferiți servicii complete.
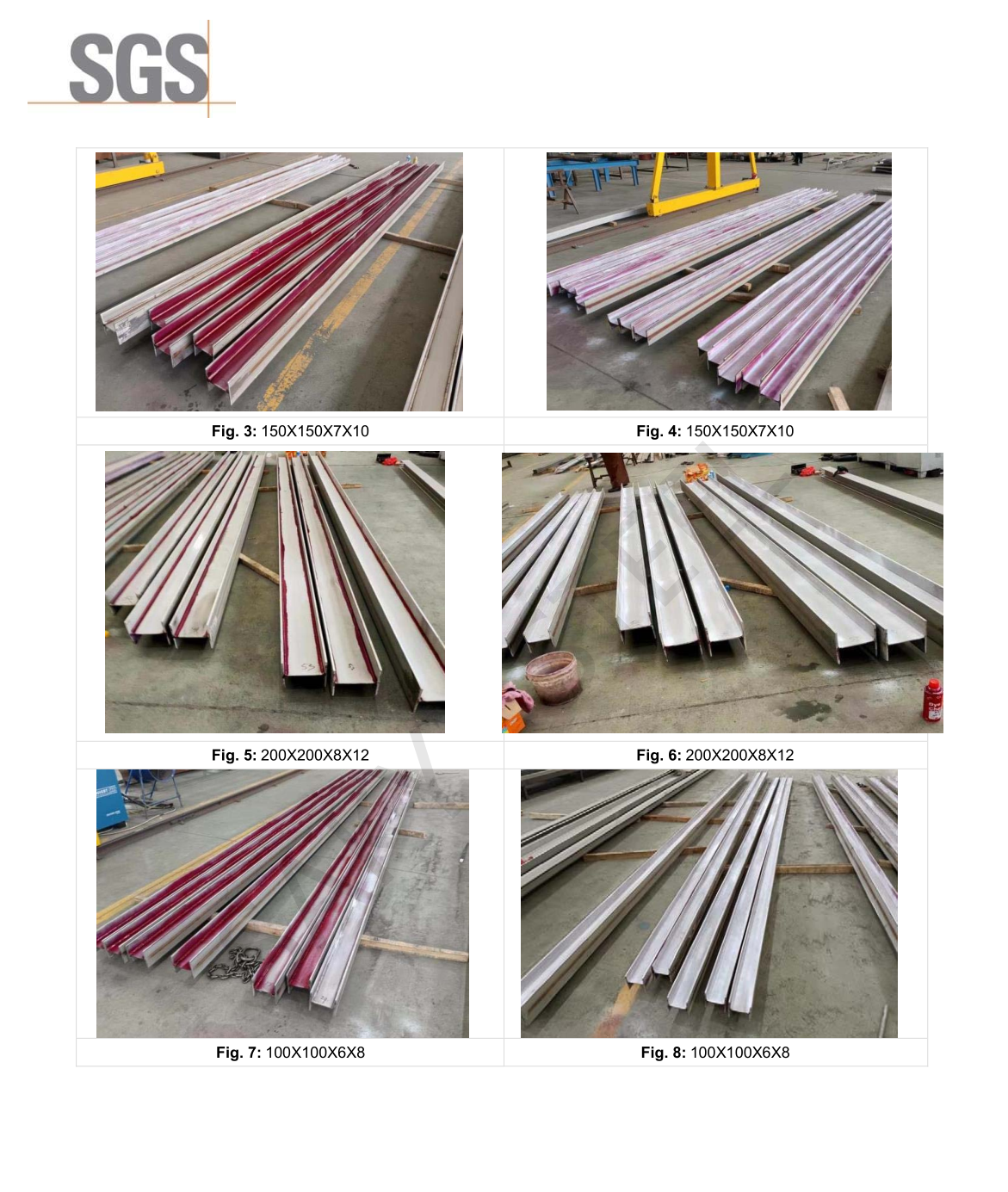
Test de penetrare (PT) pentru grindă H sudată din oțel inoxidabil 316L
Bazat pe JBT 6062-2007 Testare nedistructivă - testare prin penetrare a sudurilor pentru grinzi H sudate din oțel inoxidabil 304L 316L.

Care sunt metodele de sudare?
Metodele de sudare includ sudarea cu arc, sudarea în mediu de gaz protector (sudarea MIG/MAG), sudarea prin rezistență, sudarea cu laser, sudarea cu arc cu plasmă, sudarea prin frecare-agitare, sudarea prin presiune, sudarea cu fascicul de electroni etc. Fiecare metodă are aplicații și caracteristici unice, potrivite pentru diferite tipuri de piese de prelucrat și cerințe de producție. Arcul este utilizat pentru a genera temperaturi ridicate, topind metalul de pe suprafața piesei de prelucrat pentru a forma o conexiune. Metodele comune de sudare cu arc includ sudarea manuală cu arc, sudarea cu arc cu argon, sudarea cu arc scufundat etc. Căldura generată de rezistență este utilizată pentru a topi metalul de pe suprafața piesei de prelucrat pentru a forma o conexiune. Sudarea prin rezistență include sudarea prin puncte, sudarea cu cusătură și sudarea cu șuruburi.
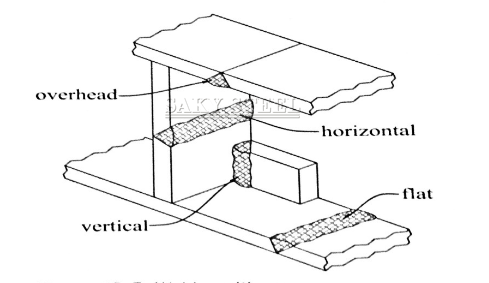
Ori de câte ori este posibil, sudurile ar trebui efectuate în atelier, unde calitatea sudurii este de obicei mai bună. Sudurile din atelier nu sunt expuse intemperiilor, iar accesul la îmbinare este destul de liber. Sudurile pot fi clasificate ca plane, orizontale, verticale și deasupra capului. Se poate observa că sudurile plate sunt cele mai ușor de executat; acestea sunt metoda preferată. Sudurile deasupra capului, care se efectuează de obicei pe teren, ar trebui, de asemenea, evitate pe cât posibil, deoarece sunt dificile și necesită mai mult timp și, prin urmare, mai costisitoare.
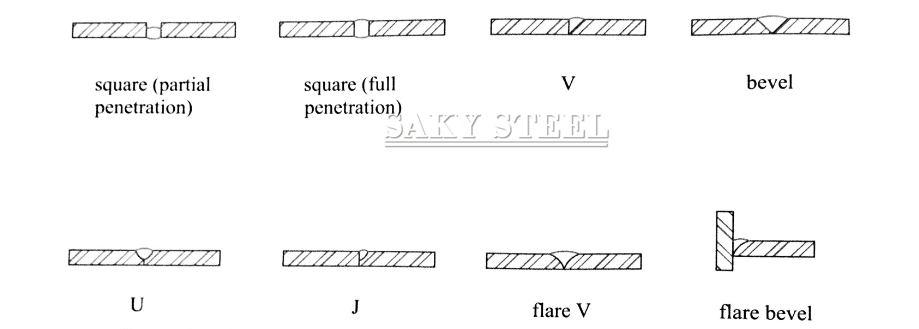
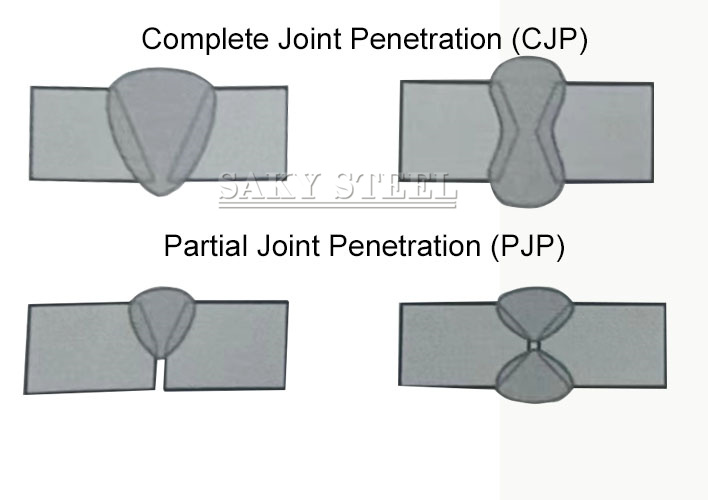
Sudurile cu canelură pot penetra elementul conectat pe o porțiune din grosimea elementului sau pot penetra întreaga grosime a elementului conectat. Acestea se numesc penetrare parțială a îmbinării (PJP) și, respectiv, penetrare completă a îmbinării (CJP). Sudurile cu penetrare completă (numite și suduri cu penetrare completă sau „cu penetrare completă”) fuzionează întreaga adâncime a capetelor elementelor conectate. Sudurile cu penetrare parțială sunt mai rentabile și sunt utilizate atunci când sarcinile aplicate sunt astfel încât nu este necesară o sudură cu penetrare completă. Ele pot fi, de asemenea, utilizate acolo unde accesul la canelură este limitat la o parte a îmbinării.
Notă: Index PROIECTARE STRUCTURALĂ DIN OȚEL
Care sunt avantajele sudării cu arc scufundat?
Sudarea cu arc scufundat este potrivită pentru automatizare și medii cu volum mare. Poate finaliza o cantitate mare de lucrări de sudare într-o perioadă relativ scurtă de timp și poate îmbunătăți eficiența producției. Sudarea cu arc scufundat este potrivită pentru automatizare și medii cu volum mare. Poate finaliza o cantitate mare de lucrări de sudare într-o perioadă relativ scurtă de timp și poate îmbunătăți eficiența producției. Sudarea cu arc scufundat este de obicei utilizată pentru sudarea tablelor metalice mai groase, deoarece curentul ridicat și penetrarea ridicată o fac mai eficientă în aceste aplicații. Deoarece sudura este acoperită de flux, oxigenul poate fi împiedicat eficient să pătrundă în zona de sudură, reducând astfel posibilitatea oxidării și a stropilor. Comparativ cu unele metode de sudare manuale, sudarea cu arc scufundat poate fi adesea automatizată mai ușor, reducând cerințele ridicate asupra abilităților lucrătorilor. În sudarea cu arc scufundat, se pot utiliza simultan mai multe fire și arcuri de sudură pentru a realiza sudarea multicanal (multistrat) și a îmbunătăți eficiența.
Care sunt aplicațiile grinzilor H din oțel inoxidabil?
Grinzile H din oțel inoxidabil sunt utilizate pe scară largă în construcții, inginerie marină, echipamente industriale, industria auto, proiecte energetice și alte domenii datorită rezistenței lor la coroziune și durabilității. Acestea oferă suport structural în proiectele de construcții și joacă un rol crucial în mediile care necesită rezistență la coroziune, cum ar fi mediile marine sau industriale. În plus, aspectul lor modern și estetic le face potrivite pentru aplicații arhitecturale și de design interior.
Cât de dreaptă este o grindă înaltă din oțel inoxidabil?
Rectangularitatea unei grinzi H din oțel inoxidabil, ca a oricărei componente structurale, este un factor important în performanța și instalarea acesteia. În general, producătorii produc grinzi H din oțel inoxidabil cu un anumit grad de rectinabilitate pentru a îndeplini standardele și specificațiile industriei.
Standardul industrial acceptat pentru liniaritatea oțelului structural, inclusiv a grinzilor H din oțel inoxidabil, este adesea definit în termeni de abateri admisibile de la o linie dreaptă pe o lungime specificată. Această abatere este de obicei exprimată în milimetri sau inci de curbură sau deplasare laterală.

Introducere în forma grinzii H?
Forma secțiunii transversale a oțelului sub formă de I, cunoscută în mod obișnuit sub numele de „工字钢” (gōngzìgāng) în chineză, seamănă cu litera „H” atunci când este deschisă. Mai exact, secțiunea transversală constă de obicei din două bare orizontale (flanșe) în partea superioară și inferioară și o bară verticală din mijloc (inimă). Această formă de „H” conferă oțelului sub formă de I rezistență și stabilitate superioară, făcându-l un material structural comun în construcții și inginerie. Forma proiectată a oțelului sub formă de I îi permite să fie potrivit pentru diverse aplicații portante și de susținere, cum ar fi grinzi, coloane și structuri de poduri. Această configurație structurală permite oțelului sub formă de I să distribuie eficient încărcăturile atunci când este supus unor forțe, oferind o susținere robustă. Datorită formei sale unice și caracteristicilor structurale, oțelul sub formă de I este utilizat pe scară largă în domeniile construcțiilor și ingineriei.
Cum se exprimă dimensiunea și expresia unei grinzi în I?
Ⅰ. Ilustrație în secțiune transversală și simboluri de marcare ale oțelului sudat în formă de H din oțel inoxidabil 316L:
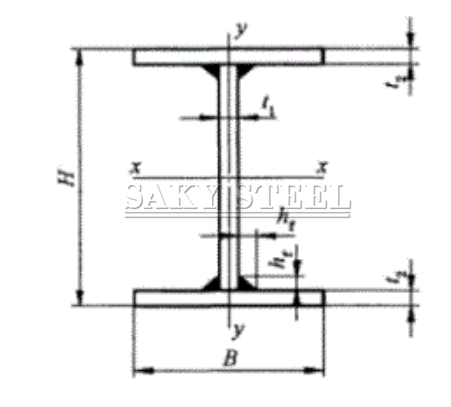
H--Înălţime
B--Lăţime
t1Grosimea membranei
t2Grosimea plăcii de flanșă
el £——Dimensiunea sudurii (atunci când se utilizează o combinație de suduri cap la cap și de colț, aceasta trebuie să fie dimensiunea piciorului de sudură armat hk)
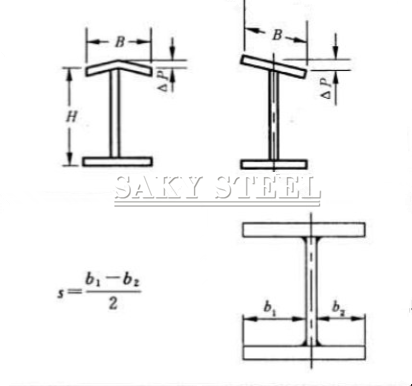
Ⅱ. Dimensiuni, forme și abateri admisibile ale oțelului sudat în formă de H din oțel duplex 2205:
| Grindă H | Toleranţă |
| Grosime (H) | Înălțime 300 sau mai puțin: 2,0 mm Mai mult de 300: 3,0 mm |
| Lățime (L) | 士2,0 mm |
| Perpendicularitate (T) | 1,2% sau mai puțin din lățime (B) Rețineți că toleranța minimă este de 2,0 mm |
| Decalaj față de centru (C) | 士2,0 mm |
| Îndoire | 0,2096 sau mai puțin lungime |
| Lungimea piciorului (S) | [grosimea plăcii de inimă (t1) x0,7] sau mai mult |
| Lungime | 3~12m |
| Toleranță de lungime | +40mm,一0mm |
III. Dimensiuni, forme și abateri admisibile ale oțelului sudat în formă de H
| Grindă H | Abatere | Ilustrare | |
| H | H<500 | 士2.0 | 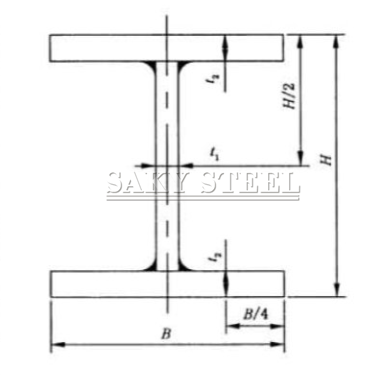 |
| 500≤H<1000 | 土3.0 | ||
| H≥1000 | 士4.0 | ||
| B | B<100 | 士2.0 | |
| 100 | 士2.5 | ||
| B≥200 | 土3.0 | ||
| t1 | t1<5 | 士0,5 | |
| 5≤t1<16 | 士0,7 | ||
| 16≤t1<25 | 士1.0 | ||
| 25≤t1<40 | 士1.5 | ||
| t1≥40 | 士2.0 | ||
| t2 | t2<5 | 士0,7 | |
| 5≤t2<16 | 士1.0 | ||
| 16≤t2<25 | 士1.5 | ||
| 25≤t2<40 | 士1.7 | ||
| t2≥40 | 土2.0 | ||
Ⅳ. Dimensiunile secțiunii transversale, aria secțiunii transversale, greutatea teoretică și parametrii caracteristici ai secțiunii transversale ai oțelului sudat în formă de H
| Grinzi din oțel inoxidabil | Dimensiune | Aria secțională (cm²) | Greutate (kg/m²) | Parametrii caracteristici | Dimensiunea racordului de sudură h (mm) | ||||||||
| H | B | t1 | t2 | xx | yy | ||||||||
| mm | I | W | i | I | W | i | |||||||
| WH100X50 | 100 | 50 | 3.2 | 4.5 | 7.41 | 5.2 | 123 | 25 | 4.07 | 9 | 4 | 1.13 | 3 |
| 100 | 50 | 4 | 5 | 8,60 | 6,75 | 137 | 27 | 3,99 | 10 | 4 | 1.10 | 4 | |
| WH100X100 | 100 | 100 | 4 | 6 | 15.52 | 12.18 | 288 | 58 | 4.31 | 100 | 20 | 2,54 | 4 |
| 100 | 100 | 6 | 8 | 21.04 | 16.52 | 369 | 74 | 4.19 | 133 | 27 | 2,52 | 5 | |
| WH100X75 | 100 | 75 | 4 | 6 | 12.52 | 9,83 | 222 | 44 | 4.21 | 42 | 11 | 1,84 | 4 |
| WH125X75 | 125 | 75 | 4 | 6 | 13.52 | 10,61 | 367 | 59 | 5.21 | 42 | 11 | 1,77 | 4 |
| WH125X125 | 125 | 75 | 4 | 6 | 19.52 | 15.32 | 580 | 93 | 5.45 | 195 | 31 | 3.16 | 4 |
| WH150X75 | 150 | 125 | 3.2 | 4.5 | 11.26 | 8,84 | 432 | 58 | 6.19 | 32 | 8 | 1,68 | 3 |
| 150 | 75 | 4 | 6 | 14.52 | 11.4 | 554 | 74 | 6.18 | 42 | 11 | 1,71 | 4 | |
| 150 | 75 | 5 | 8 | 18,70 | 14,68 | 706 | 94 | 6.14 | 56 | 15 | 1,74 | 5 | |
| WH150X100 | 150 | 100 | 3.2 | 4.5 | 13.51 | 10,61 | 551 | 73 | 6.39 | 75 | 15 | 2.36 | 3 |
| 150 | 100 | 4 | 6 | 17.52 | 13,75 | 710 | 95 | 6.37 | 100 | 20 | 2.39 | 4 | |
| 150 | 100 | 5 | 8 | 22,70 | 17,82 | 908 | 121 | 6.32 | 133 | 27 | 2.42 | 5 | |
| WH150X150 | 150 | 150 | 4 | 6 | 23,52 | 18.46 | 1 021 | 136 | 6,59 | 338 | 45 | 3,79 | 4 |
| 150 | 150 | 5 | 8 | 30,70 | 24.10 | 1 311 | 175 | 6,54 | 450 | 60 | 3,83 | 5 | |
| 150 | 150 | 6 | 8 | 32.04 | 25,15 | 1 331 | 178 | 6.45 | 450 | 60 | 3,75 | 5 | |
| WH200X100 | 200 | 100 | 3.2 | 4.5 | 15.11 | 11,86 | 1 046 | 105 | 8.32 | 75 | 15 | 2.23 | 3 |
| 200 | 100 | 4 | 6 | 19.52 | 15.32 | 1 351 | 135 | 8.32 | 100 | 20 | 2.26 | 4 | |
| 200 | 100 | 5 | 8 | 25.20 | 19,78 | 1 735 | 173 | 8.30 | 134 | 27 | 2.30 | 5 | |
| WH200X150 | 200 | 150 | 4 | 6 | 25,52 | 20.03 | 1 916 | 192 | 8,66 | 338 | 45 | 3,64 | 4 |
| 200 | 150 | 5 | 8 | 33,20 | 26.06 | 2 473 | 247 | 8,63 | 450 | 60 | 3,68 | 5 | |
| WH200X200 | 200 | 200 | 5 | 8 | 41,20 | 32,34 | 3 210 | 321 | 8,83 | 1067 | 107 | 5.09 | 5 |
| 200 | 200 | 6 | 10 | 50,80 | 39,88 | 3 905 | 390 | 8,77 | 1 334 | 133 | 5,12 | 5 | |
| WH250X125 | 250 | 125 | 4 | 6 | 24,52 | 19.25 | 2 682 | 215 | 10.46 | 195 | 31 | 2,82 | 4 |
| 250 | 125 | 5 | 8 | 31,70 | 24,88 | 3 463 | 277 | 10.45 | 261 | 42 | 2,87 | 5 | |
| 250 | 125 | 6 | 10 | 38,80 | 30,46 | 4210 | 337 | 10.42 | 326 | 52 | 2,90 | 5 | |
Clienții noștri





Feedback-uri de la clienții noștri
Grinzile H din oțel inoxidabil sunt componente structurale versatile, fabricate din oțel inoxidabil de înaltă calitate. Aceste profile au o formă distinctivă de „H”, oferind rezistență și stabilitate sporite diverselor aplicații de construcție și arhitecturale. Finisajul elegant și lustruit al oțelului inoxidabil adaugă o notă de sofisticare, făcând aceste grinzi H potrivite atât pentru elemente de design funcționale, cât și pentru elemente atractive din punct de vedere vizual. Designul în formă de H maximizează capacitatea portantă, făcând aceste profile ideale pentru susținerea sarcinilor grele în construcții și medii industriale. Grinzile H din oțel inoxidabil își găsesc aplicații în diverse industrii, inclusiv construcții, arhitectură și producție, unde un suport structural robust este esențial.
Ambalare grinzi I din oțel inoxidabil:
1. Ambalajul este destul de important, mai ales în cazul transporturilor internaționale în care mărfurile trec prin diverse canale pentru a ajunge la destinația finală, așa că acordăm o atenție deosebită ambalării.
2. Saky Steel ambalează produsele în numeroase moduri, în funcție de produs. Ambalăm produsele noastre în mai multe moduri, cum ar fi,