Gwo bout bwa HI an asye pur
Deskripsyon kout:
"H Beam" refere a konpozan estriktirèl ki gen fòm lèt "H" ki souvan itilize nan konstriksyon ak divès aplikasyon estriktirèl.
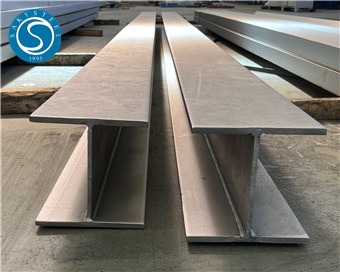
Gwo bout bwa H an asye pur:
Poutre H an asye pur yo se konpozan estriktirèl ki karakterize pa seksyon kwa yo ki gen fòm H. Chanèl sa yo fabrike ak asye pur, yon alyaj ki reziste korozyon ke yo rekonèt pou rezistans, ijyèn ak aparans estetik li. Chanèl H an asye pur yo jwenn aplikasyon nan divès endistri, tankou konstriksyon, achitekti ak fabrikasyon, kote rezistans ak fòs yo fè yo yon chwa pi pito pou sipò ak konsepsyon estriktirèl. Konpozan sa yo souvan itilize nan konstriksyon chapant, sipò ak lòt eleman estriktirèl kote tou de fòs ak yon aparans poli esansyèl.
Espesifikasyon pou gwo bout bwa I a:
| Klas | 302 304 304L 310 316 316L 321 2205 2507 elatriye. |
| Estanda | GB T33814-2017, GBT11263-2017 |
| Sifas | Sablaj, polisaj, sablaj |
| Teknoloji | Cho woule, Soude |
| Longè | 1 a 12 mèt |
Dyagram pwodiksyon I-beam:

Entènèt:
Twous la sèvi kòm nwayo santral travès la, tipikman klase selon epesè li. Kòm lyen estriktirèl la, li jwe yon wòl enpòtan nan prezève entegrite travès la lè li konekte epi ini de flan yo, distribye epi jere presyon an efektivman.
Bride:
Seksyon anwo ak pati plat anba asye yo sipòte chaj prensipal la. Pou asire yon distribisyon presyon inifòm, nou aplati bride yo. De konpozan sa yo kouri paralèl youn ak lòt, epi nan kontèks pout I yo, yo prezante ekstansyon ki sanble ak zèl.
Mezi epesè liy soude ak gwo bout bwa H:


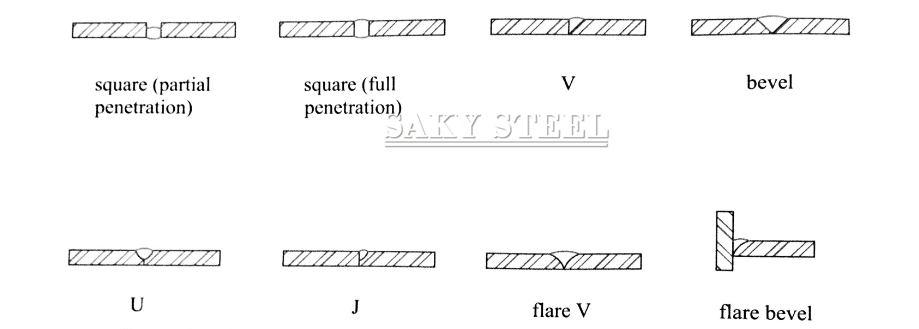
Pwosesis bizote pou travès I an asye pur:
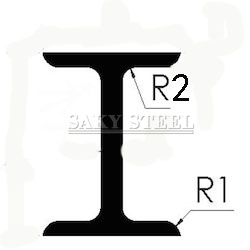
Ang R poutre I a poli pou fè sifas la lis e san bav, sa ki pratik pou pwoteje sekirite pèsonèl yo. Nou ka trete ang R 1.0, 2.0, 3.0. Poutre IH an asye pur 304 316 316L 2205. Tout ang R 8 liy yo poli.

Redresman zèl/bride pou travès I an asye pur:


Karakteristik ak Benefis:
•Desen seksyon kwa-fòm "H" nan asye I-beam la bay yon kapasite sipò chay eksepsyonèl pou chay vètikal ak orizontal.
•Konsepsyon estriktirèl asye I-beam la bay yon wo nivo estabilite, sa ki anpeche defòmasyon oswa pliye anba estrès.
•Akòz fòm inik li, asye I-beam ka aplike avèk fleksibilite nan divès estrikti, tankou travès, kolòn, pon, ak plis ankò.
•Asye I-beam fè eksepsyonèlman byen nan koube ak konpresyon, sa ki asire estabilite anba kondisyon chaj konplèks.
•Avèk konsepsyon efikas li ak fòs siperyè li, asye I-beam souvan ofri bon rapò pri-efikasite.
•Asye I-beam jwenn anpil itilizasyon nan konstriksyon, pon, ekipman endistriyèl, ak plizyè lòt domèn, sa ki montre adaptabilite li nan diferan pwojè jeni ak estriktirèl.
•Desen asye I-beam lan pèmèt li pi byen adapte ak egzijans konstriksyon ak konsepsyon dirab, sa ki bay yon solisyon estriktirèl solid pou pratik konstriksyon ki respekte anviwònman an ak vèt.
Konpozisyon Chimik H Beam:
| Klas | C | Mn | P | S | Si | Cr | Ni | Mo | Azòt |
| 302 | 0.15 | 2.0 | 0.045 | 0.030 | 1.0 | 17.0-19.0 | 8.0-10.0 | - | 0.10 |
| 304 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 18.0-20.0 | 8.0-11.0 | - | - |
| 309 | 0.20 | 2.0 | 0.045 | 0.030 | 1.0 | 22.0-24.0 | 12.0-15.0 | - | - |
| 310 | 0.25 | 2.0 | 0.045 | 0.030 | 1.5 | 24-26.0 | 19.0-22.0 | - | - |
| 314 | 0.25 | 2.0 | 0.045 | 0.030 | 1.5-3.0 | 23.0-26.0 | 19.0-22.0 | - | - |
| 316 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 | - |
| 321 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 17.0-19.0 | 9.0-12.0 | - | - |
Pwopriyete mekanik travès I yo:
| Klas | Fòs tansyon ksi[MPa] | Fòs Yiled ksi[MPa] | Elongasyon % |
| 302 | 75[515] | 30[205] | 40 |
| 304 | 95[665] | 45[310] | 28 |
| 309 | 75[515] | 30[205] | 40 |
| 310 | 75[515] | 30[205] | 40 |
| 314 | 75[515] | 30[205] | 40 |
| 316 | 95[665] | 45[310] | 28 |
| 321 | 75[515] | 30[205] | 40 |
Poukisa chwazi nou?
•Ou ka jwenn materyèl pafè a selon bezwen ou nan pi ba pri posib.
•Nou ofri tou pri livrezon Reworks, FOB, CFR, CIF, ak pòt an pòt. Nou sijere ou fè yon kontra pou livrezon ki pral byen ekonomik.
•Materyèl nou bay yo konplètman verifye, depi sètifika tès matyè premyè rive nan deklarasyon dimansyon final la. (Rapò yo ap parèt sou egzijans)
•Nou garanti pou nou bay yon repons nan 24 èdtan (anjeneral nan menm lè a)
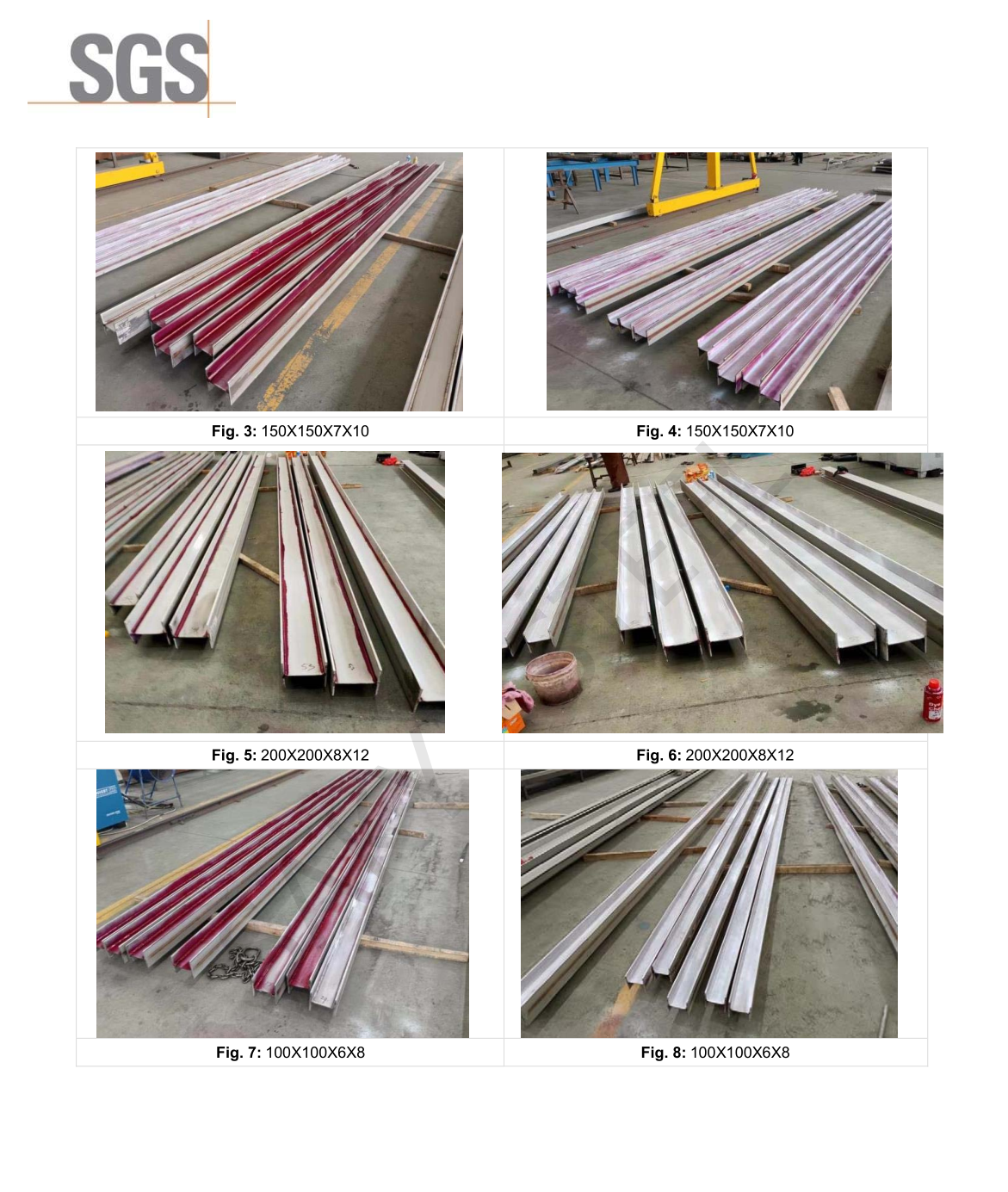
•Bay rapò SGS TUV.
•Nou dedye tèt nou nèt ale ak kliyan nou yo. Si nou pa ka satisfè bezwen ou yo apre nou fin egzamine tout opsyon yo, nou p ap twonpe w lè nou fè w fo pwomès, sa ap kreye bon relasyon ak kliyan nou yo.
•Bay sèvis yon sèl kote.
Tès penetrasyon (PT) pous H soude ak asye pur 316L
Baze sou JBT 6062-2007 Tès ki pa destriktif - tès penetran sou soudi pou travès H soude an asye pur 304L 316L.

Ki metòd soude yo ye?
Metòd soude yo enkli soude ak arc, soude ak pwoteksyon gaz (soude MIG/MAG), soude rezistans, soude lazè, soude ak arc plasma, soude ak friksyon, soude presyon, soude ak gwo bout bwa elektwon, elatriye. Chak metòd gen aplikasyon ak karakteristik inik, ki apwopriye pou diferan kalite pyès travay ak egzijans pwodiksyon. Yo itilize yon arc pou jenere tanperati ki wo, fonn metal la sou sifas pyès travay la pou fòme yon koneksyon. Metòd soude ak arc komen yo enkli soude ak arc manyèl, soude ak arc agon, soude ak arc submerged, elatriye. Chalè ki pwodui pa rezistans lan itilize pou fonn metal la sou sifas pyès travay la pou fòme yon koneksyon. Soude rezistans gen ladan soude tach, soude kouti ak soude boulon.
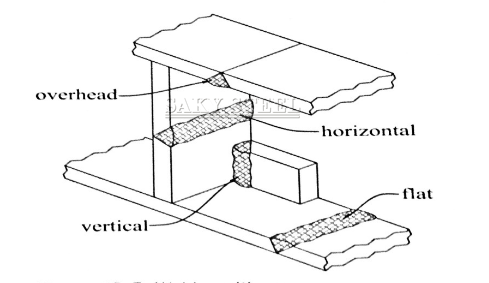
Chak fwa sa posib, soudi yo ta dwe fèt nan atelye a kote bon jan kalite soudi a anjeneral pi bon. Soudi atelye yo pa ekspoze a move tan epi aksè nan jwenti a ase lib. Soudi yo ka klase kòm plat, orizontal, vètikal, ak anlè. Nou ka wè ke soudi plat yo pi fasil pou fè; yo se metòd ki pi pito. Soudi anlè, ki anjeneral fèt sou teren, ta dwe evite tou kote sa posib paske yo difisil epi yo pran plis tan, e pakonsekan yo pi chè.
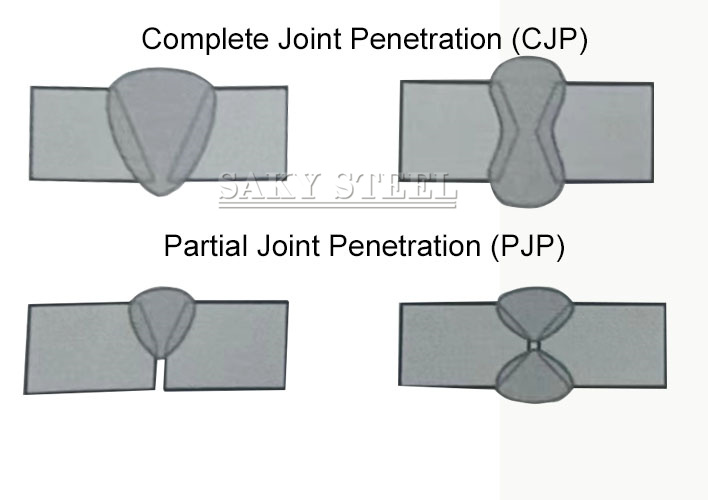
Soudi rainur yo ka penetre manm konekte a pou yon pòsyon nan epesè manm konekte a, oubyen yo ka penetre tout epesè manm konekte a. Yo rele sa yo pénétration jwenti pasyèl (PJP) ak pénétration jwenti konplè (CJP), respektivman. Soudi pénétration konplè (yo rele tou soudi pénétration konplè oswa "soudi 'peni konplè') fizyone tout pwofondè bout manm konekte yo. Soudi pénétration pasyèl yo pi ekonomik epi yo itilize lè chaj yo aplike yo tèlman ke yon soudi pénétration konplè pa nesesè. Yo kapab itilize tou kote aksè nan rainur la limite a yon sèl bò koneksyon an.
Nòt: Endèks KONSEPSYON ASYE ESTRIKTIRAL
Ki avantaj soude ak arc submergé genyen?
Soudaj ak arc submerged apwopriye pou automatisation ak anviwònman gwo volim. Li ka konplete yon gwo kantite travay soude nan yon peryòd tan relativman kout epi amelyore efikasite pwodiksyon an. Soudaj ak arc submerged apwopriye pou automatisation ak anviwònman gwo volim. Li ka konplete yon gwo kantite travay soude nan yon peryòd tan relativman kout epi amelyore efikasite pwodiksyon an. Soudaj ak arc submerged tipikman itilize pou soude fèy metal ki pi epè paske gwo kouran li yo ak gwo penetrasyon li fè li pi efikas nan aplikasyon sa yo. Piske soudi a kouvri ak flux, oksijèn ka efektivman anpeche antre nan zòn soudi a, kidonk diminye posibilite oksidasyon ak pwojeksyon. Konpare ak kèk metòd soude manyèl, soudaj ak arc submerged souvan ka otomatize pi fasil, diminye gwo demand sou konpetans travayè yo. Nan soudaj ak arc submerged, plizyè fil soude ak arc ka itilize an menm tan pou reyalize soude milti-chanèl (milti-kouch) epi amelyore efikasite.
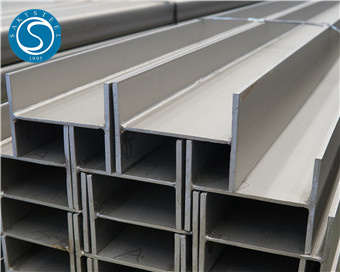
Ki aplikasyon pou travès H an asye pur yo?
Poutre H an asye pur yo lajman itilize nan konstriksyon, jeni marin, ekipman endistriyèl, otomobil, pwojè enèji, ak lòt domèn akòz rezistans ak dirabilite yo nan korozyon. Yo bay sipò estriktirèl nan pwojè konstriksyon epi yo jwe yon wòl enpòtan nan anviwònman ki mande rezistans nan korozyon, tankou anviwònman marin oswa endistriyèl. Anplis de sa, aparans modèn ak estetik yo fè yo apwopriye pou aplikasyon achitekti ak konsepsyon enteryè.
Ki jan dwat yon travès HI an asye pur ye?
Dwat yon travès H an asye pur, tankou nenpòt eleman estriktirèl, se yon faktè enpòtan nan pèfòmans ak enstalasyon li. An jeneral, manifaktirè yo pwodui travès H an asye pur ak yon sèten degre dwat pou satisfè estanda ak espesifikasyon endistri yo.
Nòm endistri aksepte a pou dwatès nan asye estriktirèl, ki gen ladan travès H asye pur, souvan defini an tèm de devyasyon admisib nan yon liy dwat sou yon longè espesifik. Devyasyon sa a tipikman eksprime an tèm de milimèt oswa pous deplasman lateral oswa bale.

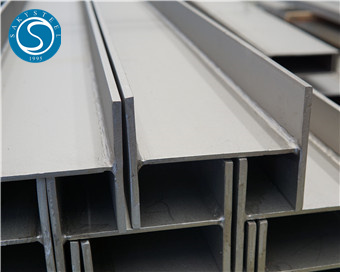
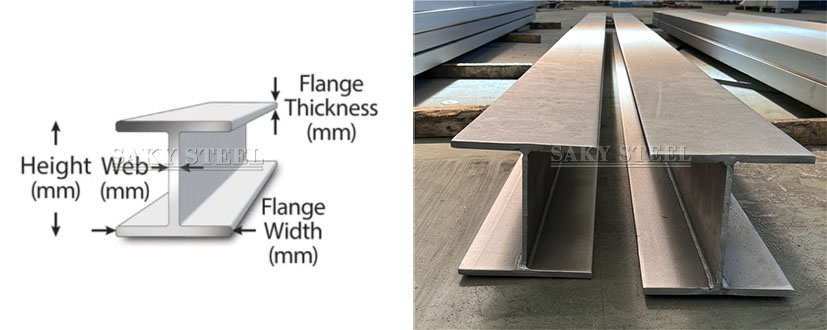
Entwodiksyon sou fòm gwo bout bwa H la?
Fòm seksyonèl asye I-beam la, ke yo rele "工字钢" (gōngzìgāng) an Chinwa, sanble ak lèt "H" la lè yo louvri l. Espesyalman, seksyonèl la tipikman konsiste de de ba orizontal (flanj) anlè ak anba ak yon ba vètikal nan mitan (twal). Fòm "H" sa a bay asye I-beam yon fòs ak yon estabilite siperyè, sa ki fè li yon materyèl estriktirèl komen nan konstriksyon ak jeni. Fòm asye I-beam ki fèt la pèmèt li apwopriye pou divès aplikasyon pou pote chay ak sipò, tankou pout, kolòn, ak estrikti pon. Konfigirasyon estriktirèl sa a pèmèt asye I-beam distribye chay yo efektivman lè yo sibi fòs, sa ki bay yon sipò solid. Akòz fòm inik li ak karakteristik estriktirèl li yo, asye I-beam jwenn yon itilizasyon laj nan domèn konstriksyon ak jeni.
Kijan pou eksprime gwosè ak ekspresyon yon I-beam?
Ⅰ. Ilistrasyon kwa-seksyonèl ak senbòl make nan asye pur 316L soude an fòm H:
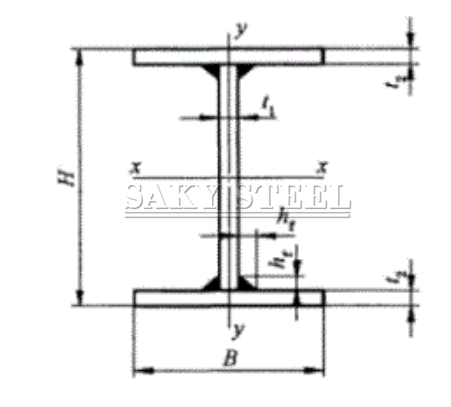
HWotè
B——Lajè
t1—— Epesè entènèt
t2—— Epesè plak bride
h£——Gwosè soudi a (lè w ap itilize yon konbinezon soudi bout a bout ak soudi file, li ta dwe gwosè janm soudi ranfòse a hk)
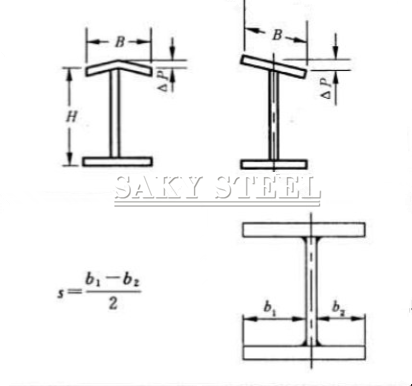
Ⅱ. Dimansyon, fòm ak devyasyon admisib pou asye soude an fòm H 2205 duplex:
| Gwo bout bwa H | Tolerans |
| Epesè (H) | Lajè 300 oubyen mwens: 2.0 mm Plis pase 300: 3.0 mm |
| Lajè (B) | 士2.0mm |
| Pèpendikilè (T) | 1.2% oubyen mwens nan lajè (B) Remake byen ke tolerans minimòm lan se 2.0 mm |
| Dekalaj sant (C) | 士2.0mm |
| Koube | 0.2096 oubyen mwens longè |
| Longè janm (S) | [epesè plak entènèt (t1) x0.7] oswa plis |
| Longè | 3 ~ 12 mèt |
| Tolerans longè | +40mm,一0mm |
3. Dimansyon, fòm ak devyasyon admisib pou asye soude ki gen fòm H
| Gwo bout bwa H | Devyasyon | Ilistrasyon | |
| H | H<500 | 士2.0 | 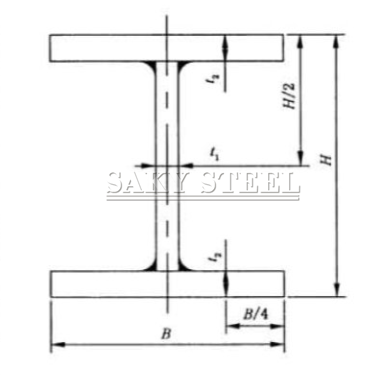 |
| 500≤H<1000 | 土3.0 | ||
| H≥1000 | 士4.0 | ||
| B | B<100 | 士2.0 | |
| 100 | 士2.5 | ||
| B≥200 | 土3.0 | ||
| t1 | t1<5 | 士0.5 | |
| 5≤t1<16 | 士0.7 | ||
| 16≤t1<25 | 士1.0 | ||
| 25≤t1<40 | 士1.5 | ||
| t1≥40 | 士2.0 | ||
| t2 | t2<5 | 士0.7 | |
| 5≤t2<16 | 士1.0 | ||
| 16≤t2<25 | 士1.5 | ||
| 25≤t2<40 | 士1.7 | ||
| t2≥40 | 土2.0 | ||
Ⅳ. Dimansyon seksyonèl, sifas seksyonèl, pwa teorik ak paramèt karakteristik seksyonèl asye soude ki gen fòm H
| Travès asye pur | Gwosè | Zòn Seksyonèl (cm²) | Pwa (kg/m²) | Paramèt karakteristik | Gwosè file soude h (mm) | ||||||||
| H | B | t1 | t2 | xx | yy | ||||||||
| mm | I | W | i | I | W | i | |||||||
| WH100X50 | 100 | 50 | 3.2 | 4.5 | 7.41 | 5.2 | 123 | 25 | 4.07 | 9 | 4 | 1.13 | 3 |
| 100 | 50 | 4 | 5 | 8.60 | 6.75 | 137 | 27 | 3.99 | 10 | 4 | 1.10 | 4 | |
| WH100X100 | 100 | 100 | 4 | 6 | 15.52 | 12.18 | 288 | 58 | 4.31 | 100 | 20 | 2.54 | 4 |
| 100 | 100 | 6 | 8 | 21.04 | 16.52 | 369 | 74 | 4.19 | 133 | 27 | 2.52 | 5 | |
| WH100X75 | 100 | 75 | 4 | 6 | 12.52 | 9.83 | 222 | 44 | 4.21 | 42 | 11 | 1.84 | 4 |
| WH125X75 | 125 | 75 | 4 | 6 | 13.52 | 10.61 | 367 | 59 | 5.21 | 42 | 11 | 1.77 | 4 |
| WH125X125 | 125 | 75 | 4 | 6 | 19.52 | 15.32 | 580 | 93 | 5.45 | 195 | 31 | 3.16 | 4 |
| WH150X75 | 150 | 125 | 3.2 | 4.5 | 11.26 | 8.84 | 432 | 58 | 6.19 | 32 | 8 | 1.68 | 3 |
| 150 | 75 | 4 | 6 | 14.52 | 11.4 | 554 | 74 | 6.18 | 42 | 11 | 1.71 | 4 | |
| 150 | 75 | 5 | 8 | 18.70 | 14.68 | 706 | 94 | 6.14 | 56 | 15 | 1.74 | 5 | |
| WH150X100 | 150 | 100 | 3.2 | 4.5 | 13.51 | 10.61 | 551 | 73 | 6.39 | 75 | 15 | 2.36 | 3 |
| 150 | 100 | 4 | 6 | 17.52 | 13.75 | 710 | 95 | 6.37 | 100 | 20 | 2.39 | 4 | |
| 150 | 100 | 5 | 8 | 22.70 | 17,82 | 908 | 121 | 6.32 | 133 | 27 | 2.42 | 5 | |
| WH150X150 | 150 | 150 | 4 | 6 | 23.52 | 18.46 | 1021 | 136 | 6,59 | 338 | 45 | 3.79 | 4 |
| 150 | 150 | 5 | 8 | 30.70 | 24.10 | 1 311 | 175 | 6.54 | 450 | 60 | 3.83 | 5 | |
| 150 | 150 | 6 | 8 | 32.04 | 25,15 | 1 331 | 178 | 6.45 | 450 | 60 | 3.75 | 5 | |
| WH200X100 | 200 | 100 | 3.2 | 4.5 | 15.11 | 11.86 | 1046 | 105 | 8.32 | 75 | 15 | 2.23 | 3 |
| 200 | 100 | 4 | 6 | 19.52 | 15.32 | 1 351 | 135 | 8.32 | 100 | 20 | 2.26 | 4 | |
| 200 | 100 | 5 | 8 | 25.20 | 19.78 | 1 735 | 173 | 8.30 | 134 | 27 | 2.30 | 5 | |
| WH200X150 | 200 | 150 | 4 | 6 | 25.52 | 20.03 | 1 916 | 192 | 8.66 | 338 | 45 | 3.64 | 4 |
| 200 | 150 | 5 | 8 | 33.20 | 26.06 | 2 473 | 247 | 8.63 | 450 | 60 | 3.68 | 5 | |
| WH200X200 | 200 | 200 | 5 | 8 | 41.20 | 32.34 | 3 210 | 321 | 8.83 | 1067 | 107 | 5.09 | 5 |
| 200 | 200 | 6 | 10 | 50.80 | 39.88 | 3 905 | 390 | 8.77 | 1 334 | 133 | 5,12 | 5 | |
| WH250X125 | 250 | 125 | 4 | 6 | 24.52 | 19.25 | 2 682 | 215 | 10.46 | 195 | 31 | 2.82 | 4 |
| 250 | 125 | 5 | 8 | 31.70 | 24.88 | 3 463 | 277 | 10.45 | 261 | 42 | 2.87 | 5 | |
| 250 | 125 | 6 | 10 | 38.80 | 30.46 | 4210 | 337 | 10.42 | 326 | 52 | 2.90 | 5 | |
Kliyan nou yo





Kòmantè Kliyan Nou yo
Poutre H an asye pur yo se konpozan estriktirèl versatile ki fabrike ak asye pur kalite siperyè. Chanèl sa yo prezante yon fòm "H" diferan, ki bay plis fòs ak estabilite nan divès aplikasyon konstriksyon ak achitekti. Fini elegant ak poli asye pur la ajoute yon touche sofistikasyon, sa ki fè poutre H sa yo apwopriye pou eleman konsepsyon fonksyonèl ak atiran vizyèlman. Konsepsyon ki gen fòm H la maksimize kapasite sipò chay, sa ki fè chanèl sa yo ideyal pou sipòte chay lou nan konstriksyon ak anviwònman endistriyèl. Poutre H an asye pur yo jwenn aplikasyon nan divès endistri, tankou konstriksyon, achitekti ak fabrikasyon, kote sipò estriktirèl solid esansyèl.
Anbalaj travès I an asye pur:
1. Anbalaj la trè enpòtan sitou nan ka chajman entènasyonal kote kagezon an pase nan plizyè chanèl pou rive nan destinasyon final la, kidonk nou mete yon atansyon espesyal sou anbalaj.
2. Saky Steel anbale machandiz nou yo nan plizyè fason ki baze sou pwodwi yo. Nou anbale pwodwi nou yo nan plizyè fason, tankou,