Slat Táthú Cruach Dhosmálta ER385



Cur Síos Achomair:
Is cineál miotail líonta táthúcháin é ER385, go sonrach leictreoid cruach dhosmálta. Seasann an “ER” do “Electrode or Rod,” agus léiríonn an “385” comhdhéanamh ceimiceach agus tréithe an mhiotail líonta. Sa chás seo, tá ER385 deartha chun cruach dhosmálta austeníteach a tháthú.
Slat Táthúcháin ER385:
Tá leibhéil arda cróimiam, nicil, agus moluibdín i cruach dhosmálta austeníteach, amhail Cineál 904L, rud a fhágann go bhfuil siad an-fhriotaitheach in aghaidh creimeadh agus oiriúnach lena n-úsáid i dtimpeallachtaí crua. Úsáidtear slata táthúcháin ER385 go coitianta in iarratais ina bhfuil friotaíocht creimeadh ina fachtóir ríthábhachtach, amhail sna tionscail cheimiceacha, peitriceimiceacha agus muirí. Tá slata táthúcháin ER385 oiriúnach do phróisis táthúcháin éagsúla, lena n-áirítear táthú stua miotail sciatháilte (SMAW), táthú stua tungstain gáis (GTAW nó TIG), agus táthú stua miotail gáis (GMAW nó MIG).

Sonraíochtaí Sreang Táthúcháin ER385:
| Grád | ER304 ER308L ER309L, ER385 srl. |
| Caighdeánach | AWS A5.9 |
| Dromchla | Geal, Scamallach, Lom, Dubh |
| Trastomhas | MIG – 0.8 go 1.6 mm, TIG – 1 go 5.5 mm, Sreang chroí – 1.6 go 6.0 |
| Feidhmchlár | Úsáidtear go coitianta é i dtáirgeadh agus in ullmhú túir, umair, píblínte agus coimeádáin stórála agus iompair le haghaidh aigéid láidre éagsúla. |
Coibhéiseach le sreang cruach dhosmálta ER385:
| CAIGHDEÁNACH | ÁBHAR OIBREACHA UIMH. | UNS | JIS | BS | KS | AFNOR | EN |
| ER-385 | 1.4539 | N08904 | SUS 904L | 904S13 | STS 317J5L | Z2 NCDU 25-20 | X1NiCrMoCu25-20-5 |
Comhdhéanamh Ceimiceach Sreang Táthúcháin SUS 904L:
De réir chaighdeán AWS A5.9
| Grád | C | Mn | P | S | Si | Cr | Ni | Mo | Cu |
| ER385(904L) | 0.025 | 1.0-2.5 | 0.02 | 0.03 | 0.5 | 19.5-21.5 | 24.0-36.0 | 4.2-5.2 | 1.2-2.0 |
1.4539 Airíonna meicniúla Slat Táthúcháin:
| Grád | Neart Teanntachta ksi[MPa] | Fadú % |
| ER385 | 75[520] | 30 |
Cén fáth Roghnaigh Linn?
•Is féidir leat an t-ábhar foirfe a fháil de réir do riachtanais ar an bpraghas is ísle is féidir.
•Cuirimid praghsanna seachadta ó dhoras go doras, FOB, CFR, agus Athchóirithe ar fáil chomh maith. Molaimid duit déileáil a dhéanamh le haghaidh loingseoireachta a bheidh an-eacnamaíoch.
•Is féidir na hábhair a chuirimid ar fáil a fhíorú go hiomlán, ón deimhniú tástála amhábhar go dtí an ráiteas toisí deiridh. (Taispeánfar tuarascálacha ar riachtanas)
•Geallaimid freagra a thabhairt laistigh de 24 uair an chloig (de ghnáth san uair chéanna)
•Cuir tuarascáil SGS TUV ar fáil.
•Táimid tiomanta go hiomlán dár gcustaiméirí. Mura féidir linn freastal ar do riachtanais tar éis dúinn na roghanna go léir a scrúdú, ní chuirfimid amú thú trí ghealltanais bhréagacha a dhéanamh a chruthóidh dea-chaidreamh le custaiméirí.
•Seirbhís aon-stad a sholáthar.
Paraiméadair reatha táthúcháin: DCEP (DC+)
| Sonraíocht trastomhas sreinge (mm) | 1.2 | 1.6 |
| Voltas (V) | 22-34 | 25-38 |
| Reatha (A) | 120-260 | 200-300 |
| Síneadh tirim (mm) | 15-20 | 18-25 |
| Sreabhadh gáis | 20-25 | 20-25 |
Cad iad tréithe Sreang Táthúcháin ER385?
1. Friotaíocht creimeadh den scoth, is féidir leis seasamh in aghaidh creimeadh aonfhoirmeach aigéid sulfairigh agus aigéid fosfaraigh, seasamh in aghaidh creimeadh aigéid aicéitigh ag aon teocht agus tiúchan faoi ghnáthbhrú, agus is féidir leis creimeadh pollta, creimeadh pollta, creimeadh scoilte, creimeadh struis agus fadhbanna eile halóidí a réiteach go héifeachtach.
2. Tá an stua bog agus cobhsaí, le níos lú splancscáileáin, cruth álainn, baint mhaith slaig, beathú sreinge cobhsaí, agus feidhmíocht den scoth sa phróiseas táthúcháin.

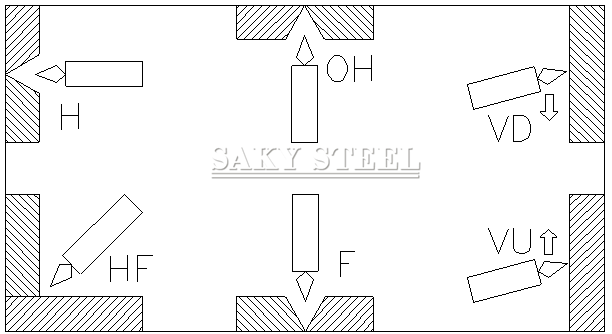
Suíomhanna táthúcháin agus míreanna tábhachtacha:
1. Bain úsáid as bacainní gaoithedhíonacha agus tú ag táthú in áiteanna gaofar chun poill séidte de bharr gaotha láidre a sheachaint.
2. Rialaítear an teocht idir na pasanna ag 16-100 ℃.
3. Ní mór taise, stains meirge agus stains ola ar dhromchla an mhiotail bhunúsaigh a bhaint go hiomlán roimh an táthú.
4. Bain úsáid as gás CO2 le haghaidh táthú, ní mór an íonacht a bheith níos mó ná 99.8%, agus ba cheart sreabhadh an gháis a rialú ag 20-25L/nóim.
5. Ba cheart fad síneadh tirim an tsreinge táthúcháin a rialú laistigh den raon 15-25mm.
6. Tar éis duit an sreang táthúcháin a dhíphacáil, tabhair faoi deara: glac bearta chun taise a choinneáil slán, bain úsáid as a luaithe is féidir, agus ná fág sreang táthúcháin neamhúsáidte nochtaithe san aer ar feadh i bhfad.
Ár gCliaint





Pacáil Bíomaí Cruach Dhosmálta I:
1. Tá pacáil an-tábhachtach go háirithe i gcás loingsithe idirnáisiúnta ina dtéann coinsíneacht trí bhealaí éagsúla chun an ceann scríbe deiridh a bhaint amach, mar sin cuirimid imní ar leith maidir le pacáistiú.
2. Pacálann Saky Steel ár n-earraí ar go leor bealaí bunaithe ar na táirgí. Pacálaimid ár dtáirgí ar go leor bealaí, amhail,








