Зварачны стрыжань з нержавеючай сталі ER385



Кароткае апісанне:
ER385 — гэта тып прысаднага металу для зваркі, у прыватнасці, электрод з нержавеючай сталі. «ER» азначае «электрод або стрыжань», а «385» паказвае хімічны склад і характарыстыкі прысаднага металу. У гэтым выпадку ER385 прызначаны для зваркі аўстэнітных нержавеючых сталей.
Зварачны стрыжань ER385:
Аўстэнітныя нержавеючыя сталі, такія як тып 904L, утрымліваюць высокі ўзровень хрому, нікеля і малібдэна, што робіць іх вельмі каразійна-ўстойлівымі і прыдатнымі для выкарыстання ў суровых умовах. Зварачныя пруткі ER385 звычайна выкарыстоўваюцца ў тых галінах, дзе каразійная ўстойлівасць з'яўляецца крытычна важным фактарам, напрыклад, у хімічнай, нафтахімічнай і марской прамысловасці. Зварачныя пруткі ER385 падыходзяць для розных працэсаў зваркі, у тым ліку для дуговой зваркі ў абароненай асяроддзі (SMAW), газавай дуговой зваркі ў вальфрамавым электродзе (GTAW або TIG) і газавай дуговой зваркі ў цёмным асяроддзі (GMAW або MIG).

Тэхнічныя характарыстыкі зварачнага дроту ER385:
| Клас | ER304 ER308L ER309L, ER385 і г.д. |
| Стандартны | AWS A5.9 |
| Паверхня | Яркі, воблачны, звычайны, чорны |
| Дыяметр | MIG – ад 0,8 да 1,6 мм, TIG – ад 1 да 5,5 мм, стрыжань – ад 1,6 да 6,0 мм |
| Прыкладанне | Ён шырока выкарыстоўваецца ў вытворчасці і падрыхтоўцы вежаў, рэзервуараў, трубаправодаў і кантэйнераў для захоўвання і транспарціроўкі розных моцных кіслот. |
Эквівалент дроту з нержавеючай сталі ER385:
| СТАНДАРТ | WERKSTOFF NR. | УНС | JIS | BS | KS | АФНОР | EN |
| ER-385 | 1,4539 | № 08904 | SUS 904L | 904S13 | СТС 317J5L | Z2 NCDU 25-20 | X1NiCrMoCu25-20-5 |
Хімічны склад зварачнага дроту SUS 904L:
Згодна са стандартам AWS A5.9
| Клас | C | Mn | P | S | Si | Cr | Ni | Mo | Cu |
| ER385(904L) | 0,025 | 1,0-2,5 | 0,02 | 0,03 | 0,5 | 19,5-21,5 | 24,0–36,0 | 4.2-5.2 | 1,2-2,0 |
1.4539 Зварачны пруток Механічныя ўласцівасці:
| Клас | Трываласць на расцяжэнне ksi [МПа] | Падаўжэнне % |
| ER385 | 75[520] | 30 |
Чаму варта выбраць нас?
•Вы можаце атрымаць ідэальны матэрыял у адпаведнасці з вашымі патрабаваннямі па самай нізкай цане.
•Мы таксама прапануем цэны на пераробку, FOB, CFR, CIF і дастаўку да дзвярэй. Мы прапануем вам заключыць дамову аб дастаўцы, якая будзе даволі эканамічнай.
•Матэрыялы, якія мы прапануем, цалкам правераныя, пачынаючы ад сертыфіката выпрабаванняў сыравіны і заканчваючы канчатковымі памерамі (справаздачамі па патрабаванні).
•Мы гарантуем адказ на працягу 24 гадзін (звычайна ў тую ж гадзіну)
•Прадастаўце справаздачу SGS TUV.
•Мы цалкам адданыя сваім кліентам. Калі пасля разгляду ўсіх варыянтаў акажацца немагчымым задаволіць вашы патрабаванні, мы не будзем уводзіць вас у зман, даючы ілжывыя абяцанні, што дапаможа стварыць добрыя адносіны з кліентамі.
•Забяспечваць універсальнае абслугоўванне.
Параметры зварачнага току: DCEP (DC+)
| Спецыфікацыя дыяметра дроту (мм) | 1.2 | 1.6 |
| Напружанне (В) | 22-34 | 25-38 |
| Ток (А) | 120-260 | 200-300 |
| Сухое падаўжэнне (мм) | 15-20 | 18-25 |
| Паток газу | 20-25 | 20-25 |
Якія характарыстыкі зварачнага дроту ER385?
1. Выдатная каразійная ўстойлівасць, можа супрацьстаяць раўнамернай карозіі сернай кіслаты і фосфарнай кіслаты, супрацьстаяць карозіі воцатнай кіслаты пры любой тэмпературы і канцэнтрацыі пад нармальным ціскам, а таксама можа эфектыўна вырашаць праблемы кропкавай карозіі, кропкавай карозіі, шчыліннай карозіі, карозіі пад напружаннем і іншыя праблемы галагенідаў.
2. Дуга мяккая і стабільная, з меншым разбрызгіваннем, прыгожай формай, добрым выдаленнем шлаку, стабільнай падачай дроту і выдатнымі характарыстыкамі зваркі.

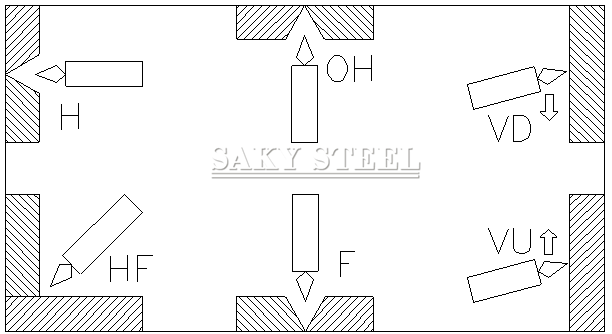
Пазіцыі зваркі і важныя элементы:
1. Пры зварцы ў ветраных месцах выкарыстоўвайце ветраахоўныя бар'еры, каб пазбегнуць узнікнення дзюр, выкліканых моцным ветрам.
2. Тэмпература паміж праходамі кантралюецца на ўзроўні 16-100℃.
3. Перад зваркай неабходна цалкам выдаліць вільгаць, плямы іржы і алейныя плямы на паверхні асноўнага металу.
4. Для зваркі выкарыстоўвайце газ CO2, чысціня якога павінна перавышаць 99,8%, а расход газу павінен кантралявацца на ўзроўні 20-25 л/мін.
5. Даўжыня сухога падаўжэння зварачнага дроту павінна кантралявацца ў межах 15-25 мм.
6. Пасля распакавання зварачнага дроту звярніце ўвагу: прыміце меры абароны ад вільгаці, выкарыстоўвайце яго як мага хутчэй і не пакідайце нявыкарыстаны зварачны дрот на паветры працяглы час.
Нашы кліенты





Упакоўка нержавеючай сталі I-палімерных бэлек:
1. Упакоўка вельмі важная, асабліва ў выпадку міжнародных перавозак, калі груз праходзіць праз розныя каналы, каб дасягнуць канчатковага пункта прызначэння, таму мы надаем асаблівую ўвагу ўпакоўцы.
2. Кампанія Saky Steel упакоўвае сваю прадукцыю рознымі спосабамі ў залежнасці ад прадукцыі. Мы ўпакоўваем нашу прадукцыю рознымі спосабамі, напрыклад,








